Configuración de material: temperatura de Impresión en Cura
La temperatura de impresión es uno de los factores clave que determinan el éxito de tu impresión. Controlar adecuadamente la temperatura te permite obtener resultados óptimos, evitando problemas como el warping (deformación), la falta de adhesión de capas o el exceso de stringing (hilos colgantes).
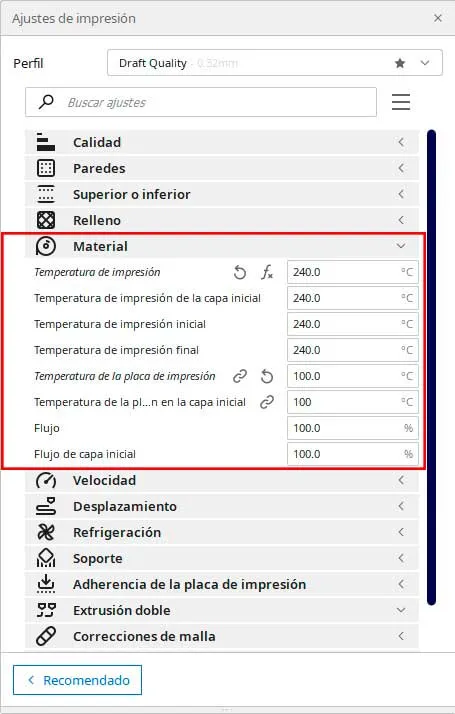
Temperatura de impresión
Este ajuste permitirá elegir la temperatura de impresión deseada. Será la temperatura que tendrá el Nozzle o boquilla y a la cual se fundirá el material del filamento extruido.
Esta temperatura se mantendrá a lo largo de toda la impresión a no ser que se modifiquen otros parámetros.
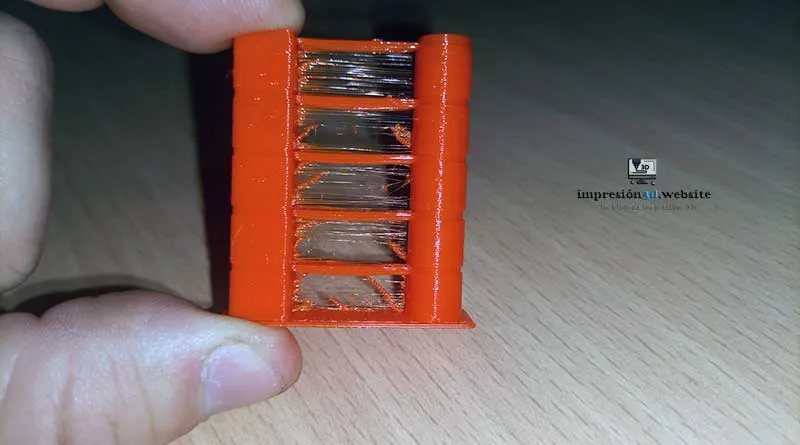
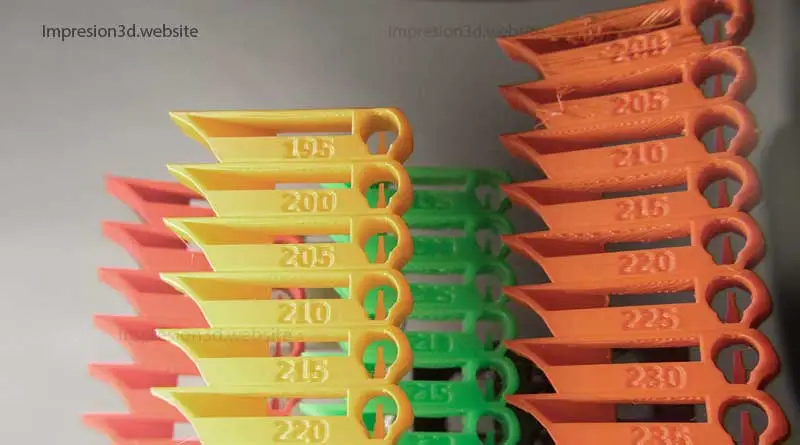
Recomendación: imprime una torre de temperatura para saber cual es la temperatura óptima para el filamento que estás usando.
Video del canal: ImpresoEn3D
Temperatura de impresión de la capa inicial
La temperatura de la capa inicial es especialmente importante, ya que influye en la adhesión a la placa de impresión.
Si la temperatura es demasiado baja, la adhesión puede ser deficiente y la pieza podría desprenderse. Por otro lado, si la temperatura es demasiado alta, es posible que la primera capa se deforme.
Esta es la temperatura que se usa para imprimir la primera capa. Se puede configurar en 0 para desactivar los cambios de temperatura en la capa inicial.
Temperatura de impresión inicial
Esta es la temperatura utilizada durante las primeras capas de la impresión. Esta temperatura puede variar dependiendo del tipo de material que estés usando.
En general, se recomienda una temperatura más alta para los materiales que tienden a deformarse, como el PETG o el ABS.
Este ajuste define a partir de que temperatura la boquilla podrá comenzar a imprimir el material. Es la temperatura mínima a la que puede comenzar a imprimir mientras se alcanza la temperatura deseada.
La temperatura inicial debe ser lo suficientemente alta como para permitir que el material se funda y se adhiera correctamente a la placa. Si la temperatura inicial es demasiado baja, el material no se fundirá adecuadamente y puede haber problemas de adhesión.
Por ejemplo: Si selecciono como temperatura 215°C , puedo poner como temperatura de impresión inicial 205°C para que comience a imprimir hasta que llegue a la temperatura deseada.
Temperatura de impresión final
Se refiere a la temperatura utilizada en las capas superiores. Por lo general, es ligeramente más baja que la temperatura de impresión inicial. Este ajuste ayuda a evitar la deformación del modelo debido a la acumulación de calor.
Este ajuste se corresponde con la temperatura a la que se puede empezar a enfriar la boquilla justo antes de finalizar la impresión.
Temperatura de la placa de impresión
Además del la temperatura del material, es esencial tener en cuenta la temperatura de la placa de impresión. Esta temperatura influye en la adhesión de la impresión a la superficie de la placa.
En general, se recomienda precalentar la placa a una temperatura adecuada para cada material antes de iniciar la impresión.
Este ajuste define la temperatura de la cama caliente. Si el valor es 0, la cama de impresión no se va a calentar. Cada tipo de filamento tiene una temperatura de placa de impresión ideal.
La temperatura de la placa de impresión debe ajustarse de acuerdo con el material que se está utilizando. En general, se recomienda que la temperatura de la placa de impresión sea de alrededor de 60 grados Celsius para el PLA y de 80 grados Celsius para el ABS.
Temperatura de la placa en la capa inicial
En la capa inicial, es beneficioso aumentar ligeramente la temperatura de la placa de impresión para mejorar la adherencia del material. Esto se puede lograr ajustando la configuración de temperatura en el software de impresión.
Una buena adherencia en la primera capa es crucial para evitar que la impresión se despegue durante el proceso.
Esta es la temperatura de la placa de construcción al imprimir la primera capa. En general, se recomienda que la temperatura de la placa de impresión en la capa inicial sea aproximadamente 5-10 grados Celsius más alta que la temperatura de la placa de impresión normal.
Flujo
Además de la temperatura, el flujo del material también es importante para lograr una impresión de calidad. El flujo se refiere a la cantidad de material que se está extruyendo de la boquilla durante la impresión.
Si el flujo es demasiado alto, el material puede acumularse en la boquilla y provocar obstrucciones. Si el flujo es demasiado bajo, la impresión puede tener huecos o incluso no imprimirse en absoluto.
Es importante ajustar el flujo correctamente para cada material y cada impresión. Se recomienda que el flujo se ajuste entre el 90% y el 100% para la mayoría de los materiales.

Te invito a leer el siguiente post: «Como calibrar el flujo de tu impresora 3D para obtener piezas más exactas«
Temperaturas recomendadas por tipo de material
Veamos las temperaturas recomendadas para algunos de los materiales más usados:
PLA (Ácido Poliláctico): La temperatura recomendada para el PLA oscila entre 190°C y 220°C. Diferentes marcas y tipos de PLA pueden tener ligeras variaciones en las temperaturas ideales, por lo que es importante consultar las especificaciones del fabricante del filamento.
ABS (Acrilonitrilo Butadieno Estireno): El ABS se imprime generalmente a temperaturas que van desde los 230°C hasta los 260°C. Es crucial utilizar una cámara cerrada o un sistema de control de temperatura para evitar el warping debido a las diferencias de temperatura.
PETG (Glicol de Polietileno): El PETG se imprime típicamente a temperaturas que van desde los 220°C hasta los 250°C. Es menos propenso al warping en comparación con el ABS y ofrece una mayor resistencia mecánica.
NYLON: El Nylon requiere temperaturas más altas, generalmente entre los 240°C y los 260°C. Además, es importante utilizar una cama de impresión caliente a temperaturas de alrededor de 70°C para una mejor adherencia.
| Tipo de material | Temperatura de la Boquilla | Temperatura de la cama |
| PLA | entre 190°C y 220°C | 50 |
| ABS | entre 230°C y 260°C | 100 |
| PETG | entre 220°C y 250°C | 70 |
| NYLON | entre 240°C y 260°C | 100 |
Preguntas frecuentes
¿Cuál es la mejor temperatura para imprimir PLA?
La temperatura recomendada para imprimir PLA varía entre los 190°C y los 220°C. Sin embargo, te sugiero que consultes las recomendaciones específicas del fabricante de tu filamento para obtener los mejores resultados.
¿Cuál es la mejor temperatura para imprimir PETG?
Para el PETG, se recomienda una temperatura que oscile entre los 220°C y los 250°C. Asegúrate de ajustar también la temperatura de la placa de impresión a alrededor de 70°C para una buena adherencia.
¿Qué temperatura soporta el PLA?
El PLA puede soportar temperaturas moderadas, generalmente hasta alrededor de 60°C. Sin embargo, ten en cuenta que el PLA puede deformarse si se expone a altas temperaturas.
¿Qué temperatura soporta el ABS?
El ABS es más resistente al calor que el PLA y puede soportar temperaturas de hasta 80°C. Sin embargo, es importante tener en cuenta que la resistencia al calor puede variar según la calidad y la composición específica del filamento de ABS.
¿Qué es la Torre de temperatura?
La Torre de temperatura es una técnica usada para ajustar gradualmente la temperatura durante la impresión. Se utiliza para identificar la temperatura óptima que produce las mejores propiedades mecánicas y superficies de impresión para un determinado material.
Experimenta con una torre de temperatura para encontrar la configuración que mejor se adapte a tus necesidades.
Recuerda que las temperaturas mencionadas son solo pautas generales y es posible que debas realizar ajustes según las condiciones específicas de tu impresora, el filamento usado y el diseño de tu modelo.
Continuar leyendo: configuraciones de Velocidad en Cura

Responses