Hilos en impresión 3D (y como evitarlos)
Buscando información sobre como eliminar los hilos en impresión 3D encontré que solo hablaban de las distancias de retracción y las temperaturas de los filamentos, dejando de lado otros factores importantes.
Hoy quiero compartir contigo todas las formas que encontré para evitar o eliminar los hilos en impresión 3D.
Para eliminar por completo los hilos en impresión 3D tienes que dominar los parámetros de retracción, la temperatura de fusión de los filamentos, la velocidad de los movimientos de traslación, eliminar la humedad en los filamentos, tener la cama de impresión nivelada a la perfección y mantener la boquilla siempre limpia.
Que es el Stringing
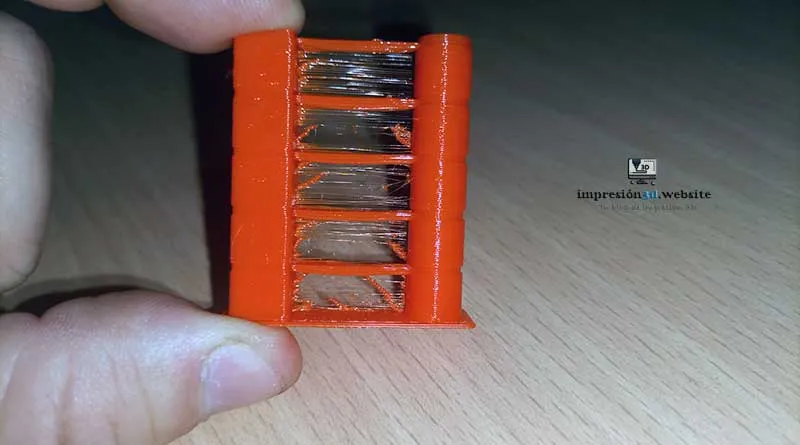
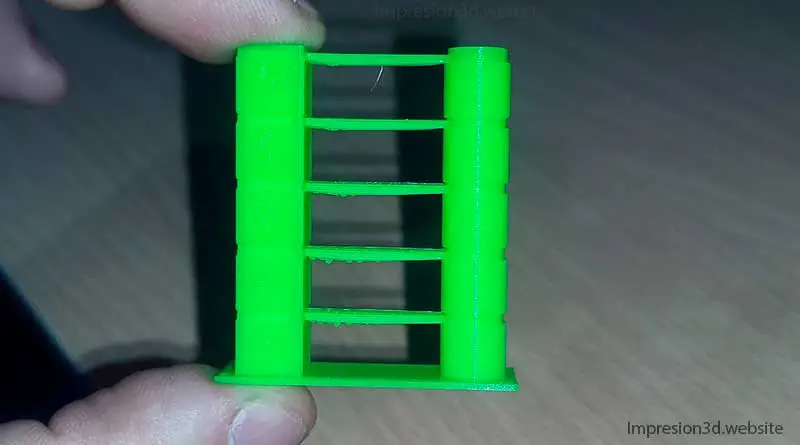
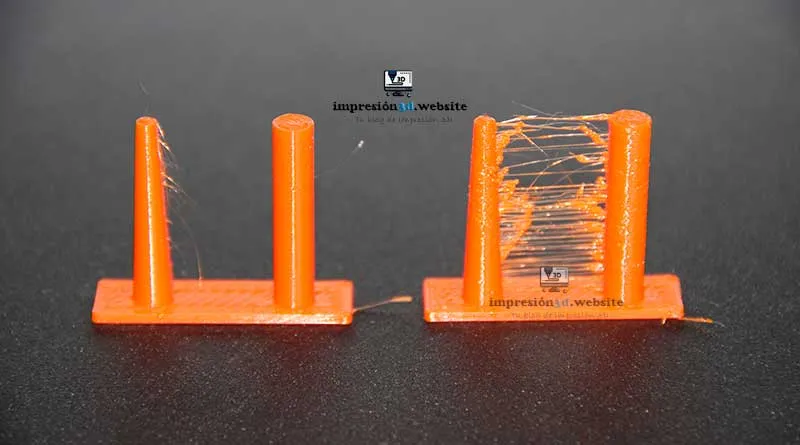
El encordado (o stringing en inglés) es la formación de hilos de plásticos durante el proceso de impresión 3D.
Estos hilos dejan un aspecto desagradable, poco profesional y requieren de un post-procesado para quitarlos manualmente.
Estos «pelos» en la impresión 3D son muy comunes y se deben a un conjunto de factores que voy a listar y desarrollar a continuación.
Como evitar los hilos en impresión 3D
Si tu impresora 3D deja muchos hilos en la impresión es porque puedes tener humedad en los filamentos, las configuraciones de retracción y temperatura pueden ser las equivocadas.
Además otros factores como tener la boquilla sucia y la cama mal nivelada pueden favorecer la formación de hilos en tus impresiones.
Para evitar los hilos en la impresión 3D debes:
- Activar y configurar las retracciones (en Cura).
- Activar el Modo peinada (en Cura).
- Configurar la velocidad de desplazamiento (en Cura).
- Activar la Refrigeración (en Cura)
- Configurar la Velocidad de Impresión (en Cura)
- Elegir la temperatura óptima para tu filamento (en Cura).
- Eliminar la humedad de los filamentos.
- Limpiar la boquilla del extrusor.
- Nivelar correctamente la cama de impresión.
- Chequear que los acoples del tubo bowden no estén rotos.
- Lubricar el tubo bowden.
Activar y configurar los ajustes de retracción
Algo muy importante es tener activado los ajustes de retracción en tu Slicer favorito, (en mi caso es Cura).
Estos ajustes van a determinar la distancia y la velocidad con la que el filamento que está saliendo por la boquilla va a ser «retraído» antes de que el extrusor se mueva hacia otro punto en la cama de impresión.
Esto es importante porque si no se activa o configura correctamente, la boquilla va a continuar perdiendo filamento al realizar movimientos entre las paredes de la impresión.
Que es la retracción en una impresora 3D
Normalmente el motor Nema del extrusor se encarga de empujar el filamento a través del tubo bowden, el cual pasa por la boquilla caliente mientras el carro del extrusor se va moviendo formando las paredes de la impresión.
La retracción en una impresora 3D es el movimiento del extrusor que en lugar de empujar «retrae el filamento hacia atrás» con el objetivo de liberar la presión del filamento en la boquilla de impresión.
En el momento que la boquilla se debe mover de un punto a otro, el extrusor debe dejar de empujar el filamento y retraerlo hacia atrás para evitar que el filamento siga rezumando por la boquilla.
Al dejar de empujar filamento y retraerlo se debería liberar la presión en la boquilla, y con esto lograr que no se formen hilos de plástico al moverse entre dos puntos.
Como activar y configurar la retracción en Cura
En los ajustes de impresión de Cura dirígete a la pestaña de «Desplazamiento» y selecciona «Habilitar la retracción».
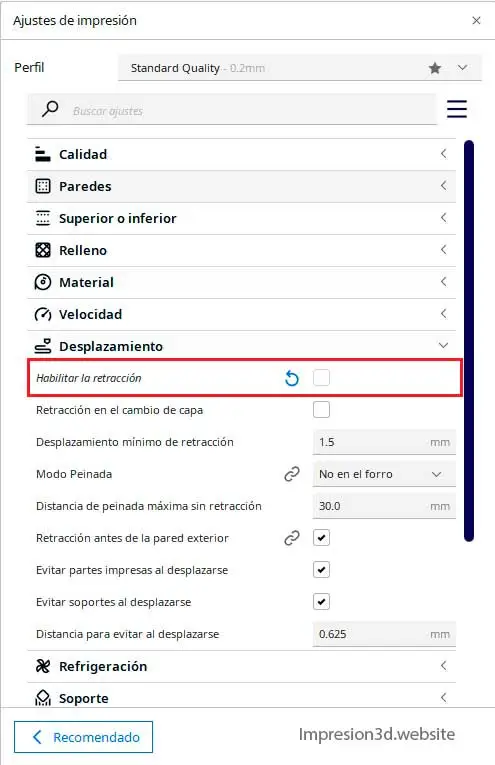
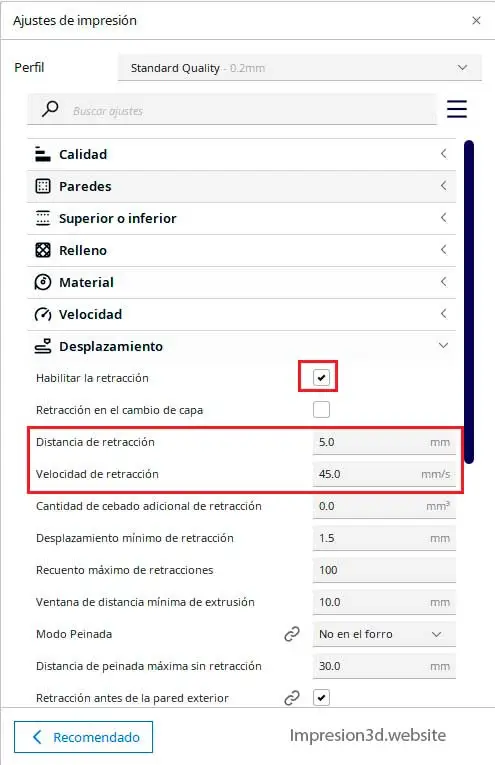
Al activar «habilitar la retracción» aparecerán más opciones como «Distancia de retracción» y «Velocidad de retracción»
Estas opciones te permitirán configurar a que velocidad y distancia se retraerá el filamento antes de que el carro del extrusor se mueva hacia otro punto.
Los ajustes por defecto en cura pueden variar según la impresora 3D que tengas, pero en las últimas versiones de Cura los ajustes por defecto son bastante acertados.
Los ajustes de retracción predeterminados en Cura para una Ender 3 son:
- Distancia de retracción: 5.0 mm
- Velocidad de retracción: 45.0 mm/s
Igualmente te recomiendo hacer pruebas de retracción para obtener los mejores ajustes para tu impresora.
Lo importante al hacer una prueba de retracción es no modificar múltiples valores al mismo tiempo. Modifica solamente un valor, por ejemplo la distancia de retracción y observa los resultados.
Luego cuando estés conforme con un valor puedes dejarlo fijo y modificar otro, como la velocidad de retracción por ejemplo.
Esto implicaría imprimir varios tests, hasta encontrar los parámetros óptimos.
Como imprimir una torre de retracción
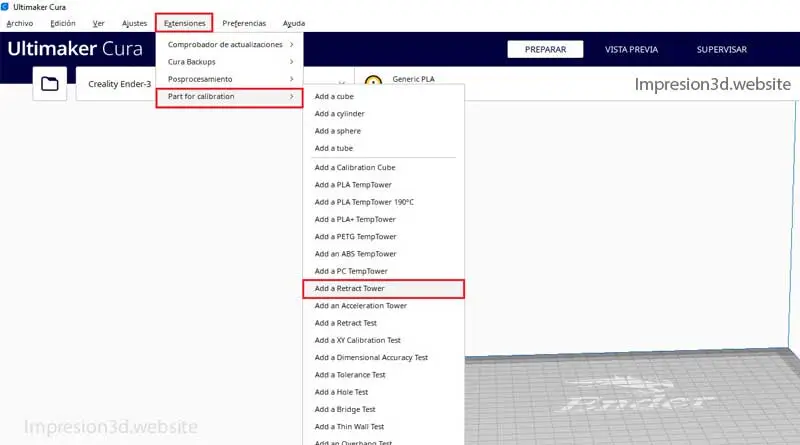
Si ya tienes el plugin «Calibration Shapes» instalado en Cura dirígete al menú => Extensiones => «Part for calibration» y elige: «Add a retract Tower»
Si no lo tienes instalado puedes ver como lo instalo en un paso a paso en la publicación Torre de temperatura: Mejor calidad en tus impresiones 3D
O también puedes descargar uno de Thingiverse desde Aquí
Una vez que ya tengas tu modelo en Cura dirígete al menú => Extensiones => Posprocesamiento => «Modificar Gcode»
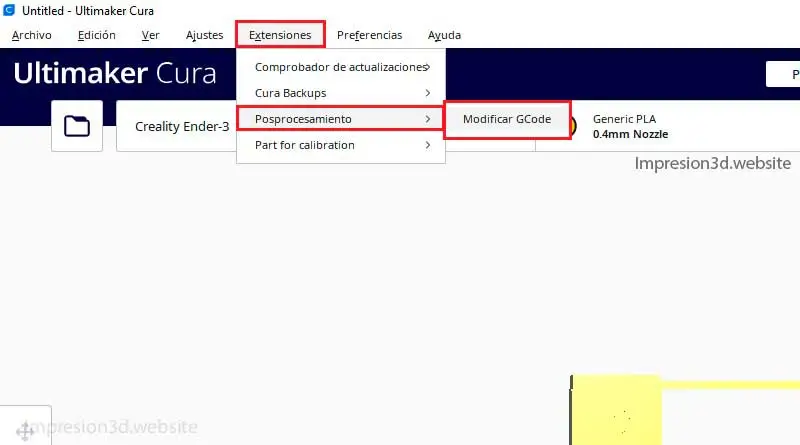
Añade una nueva secuencia de comando, y elige «Retract Tower«
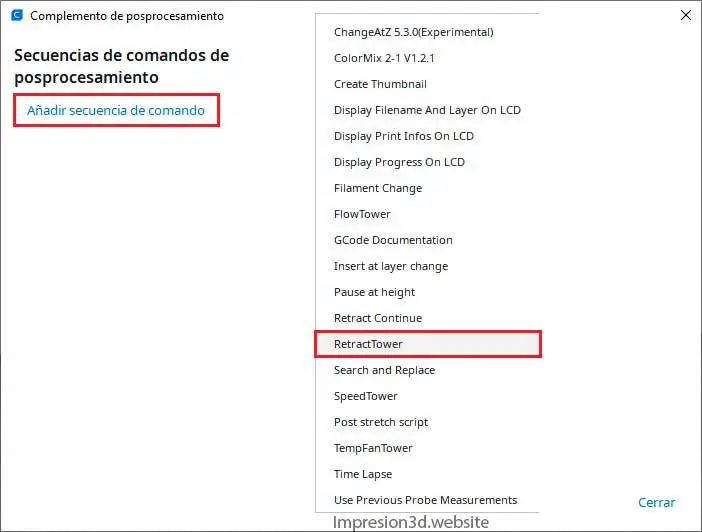
En la parte derecha de la ventana tendrás todas las opciones disponibles para el comando de la torre de retracciones.
Configurar Distancia de retracción
Tendrás dos opciones, Velocidad y distancia.
Yo voy a elegir distancia para este ejemplo y los valores quedarán de la siguiente manera:
- Command: Distance
- Starting Value: 1 (este valor sería la distancia de retracción 1 mm)
- Value Increment: 1 (Este sería el valor de distancia que iría sumando al subir la sección)
- Change layer: 40 (Es la capa en la que cambia la sección 1)
- Change Layer Offset: 4 (Estas serían las capas de la base del modelo)

Imprime la torre de retracción con los ajustes predeterminados para el tipo de filamento que uses, con una altura de capa de 0.2 mm
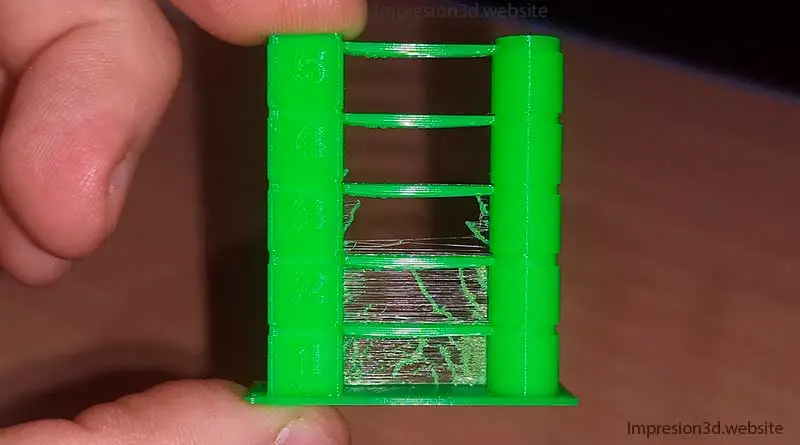
Observa la torre de retracción y fíjate en cuál de las secciones no hay hilos.
La sección que no tenga hilos impresos será la mejor opción de distancia de retracción para tu impresora.
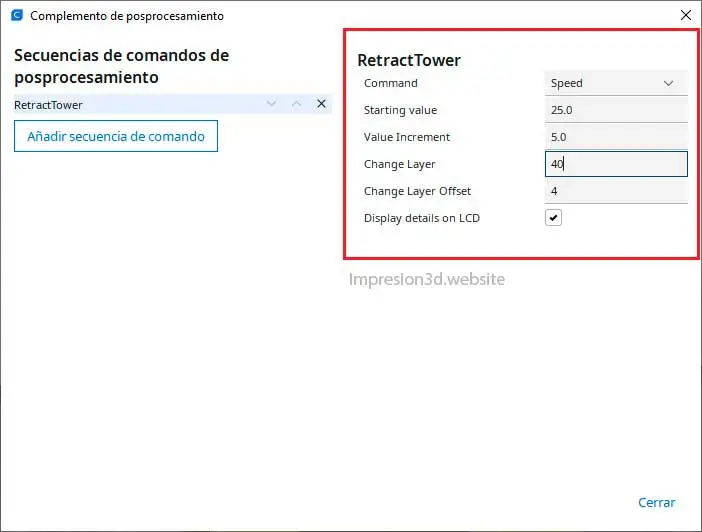
Configurar Velocidad de retracción.
Si quieres también puedes repetir el proceso pero eligiendo la opción de velocidad.
- Command: Speed
- Starting Value: 25.0 (este valor sería la velocidad de retracción 25 mm/s para la 1ra sección)
- Value Increment: 5.0 (Este sería el valor de velocidad que iría sumando al subir por sección)
- Change layer: 40 (Es la capa en la que cambia la sección 1)
- Change Layer Offset: 4 (Estas serían las capas de la base del modelo)
Igual que antes, recuerda que no debes modificar ningún otro valor. Los únicos valores que deben cambiar son los de la ventana de secuencia de comando, no modifiques nada más por el momento.
Imprime el modelo con los mismos ajustes que antes y con una altura de capa de 2 mm
Observa que velocidad fue la que te dio los mejores resultados y deja esa como la velocidad de retracción predeterminada.
Activar el modo Peinada en Cura
Un truco que puede ayudarte a evitar el Stringing o hilos en impresión 3D es el «Modo Peinada» en Cura.
Normalmente el Slicer para ganar tiempo va a buscar el camino más corto y más rápido, para mover la boquilla en línea recta hasta el siguiente punto.
Si bien puede parecer algo bueno (ya que se va a usar menos tiempo de impresión), puede favorecer la aparición de hilos en tu impresión.
Que es el modo peinada
El modo Peinada (Combing mode en inglés) es una opción en los ajustes de Cura que va a dirigir la boquilla por dentro de las áreas impresas al desplazarse.
En el caso que la boquilla llegara a rezumar filamento, los hilos de plástico quedarían dentro del modelo impreso y no por fuera.
Al activar esta opción los movimientos de desplazamientos van a ser ligeramente más largos, pero van a reducir la necesidad de las retracciones.
Para activar el modo peinada en Cura dirígete a los ajustes de desplazamiento => Modo Peinada => «No en el forro»
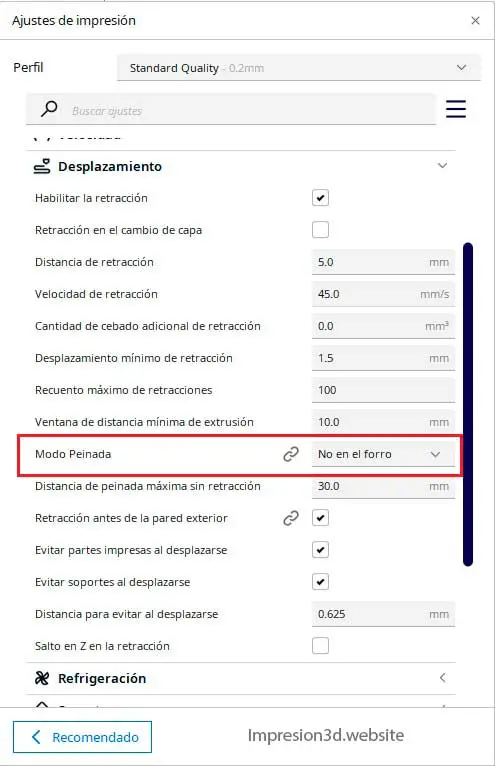
Con esta opción activada vas a poder reducir las posibilidades de dejar Hilos en tus impresiones 3D.
Configurar velocidad de desplazamiento
La velocidad de desplazamiento en Cura es la velocidad con que la boquilla se va a desplazar de un punto a otro, cuando no está imprimiendo.
Esta velocidad es importante porque si el filamento fundido tiene poca viscosidad puede gotear por la boquilla durante el viaje de desplazamiento.
Para evitar que esto suceda lo mejor es configurar una velocidad de desplazamiento más rápida.
En Cura estas velocidades pueden venir por defecto, pero aun así es importante chequear si son las correctas.
Asegúrate de tener la impresora en condiciones, limpia con todas sus tuercas hexagonales y correas ajustadas, ya que en altas velocidades los movimientos pueden ser un poco bruscos.
Configura la velocidad de desplazamiento en Cura por encima de los 120 mm/s y hasta los 150 mm/s, esto puede depender del tipo de impresora que tengas y de sus capacidades.
- Velocidad de desplazamiento: 150 mm/s
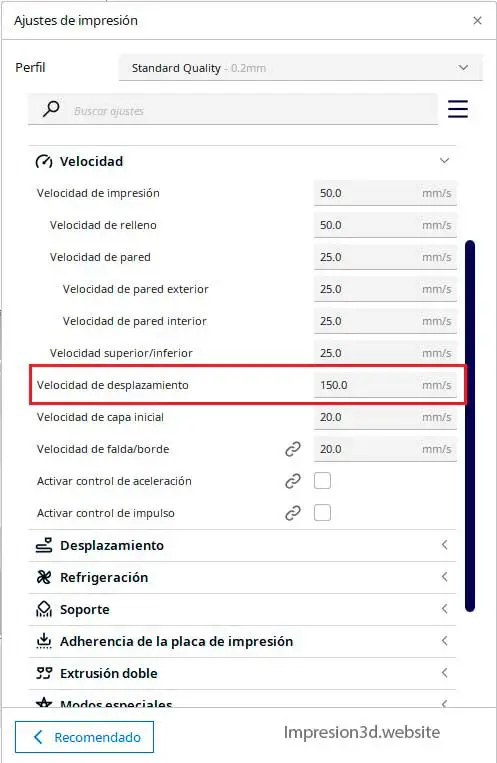
Mis impresoras Ender 3 y Ender 3 Pro las tengo configuradas con una velocidad de desplazamiento de 150 mm/s y funcionan muy bien.
Activar la Refrigeración de impresión
Los ventiladores de capa cumplen una función muy importante en el momento de impresión, ya que se encargan de enfriar el filamento depositado en la placa de impresión.
A veces sucede que por usar distintas configuraciones nos podemos olvidar de activar la refrigeración, y en el caso de algunos filamentos de baja viscosidad puede ser perjudicial, ya que se producirán hilos en la impresión.
Con algunos filamentos técnicos recomiendan desactivar la ventilación porque hay mejor adherencia de capas, pero esto no es una ley
Si te olvidas de activar la ventilación con otros filamentos como el PLA seguramente tendrás encordados.
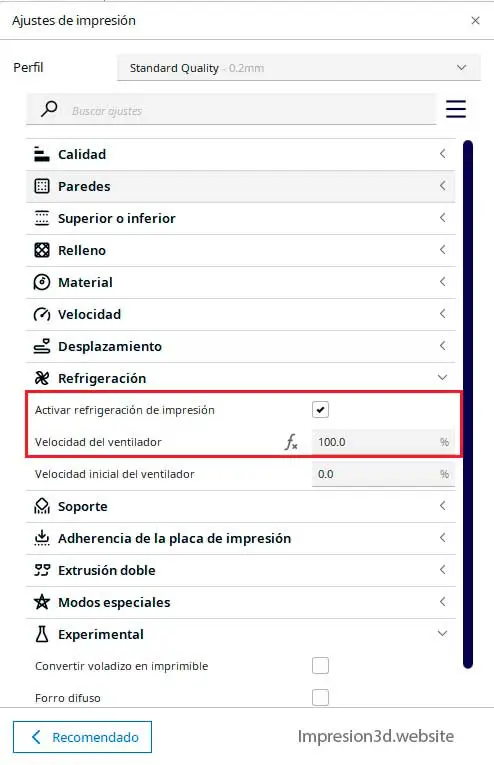
Prueba con activar la refrigeración para PLA y PETG al 100%
- Activar refrigeración de impresión: Si
- Velocidad del ventilador: 100.0 %
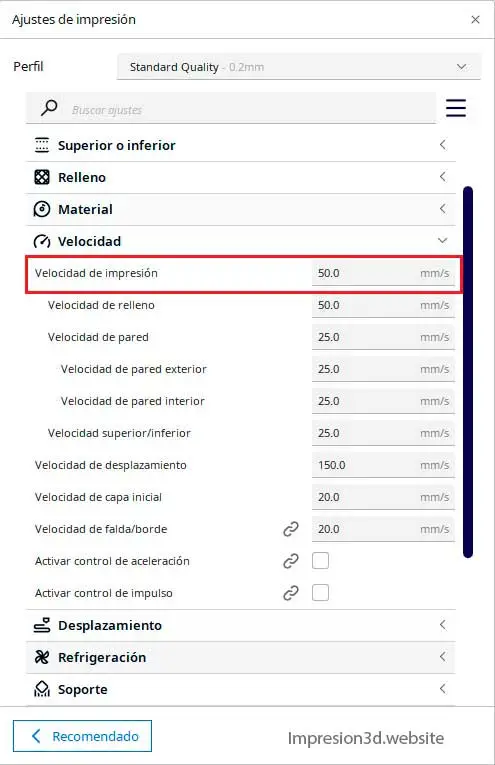
Configurar la Velocidad de impresión
La velocidad máxima de impresión va a depender de cada impresora 3D, ya que hay algunas equipadas con rieles de desplazamiento y son mucho más rápidas que las demás.
En el caso de las impresoras 3D económicas como las Ender 3 la velocidad de impresión más común está entre los 50 mm/s y los 60 mm/s.
Lo importante para destacar en este punto es que las temperaturas de fusión de los filamentos 3D son directamente proporcionales con la velocidad de impresión.
Por ejemplo: No puedes configurar una temperatura de fusión alta y usar una velocidad de impresión Superlenta.
Imagina usar una temperatura de 230 °C para un filamento PLA y una velocidad de 10 mm/s para toda la impresión.
Esto no podría suceder porque imprimir a esa velocidad llevaría mucho tiempo y además porque el filamento no dejaría de rezumar por la boquilla, dejando montón de hilos.
Busca una velocidad de impresión que te guste, con la que te sientas cómodo y que tu impresora 3D pueda responder con trabajos de buena calidad.
En una Ender 3 mi velocidad estándar es de 50 mm/s
- Velocidad de impresión: 50.0 mm/s
- Velocidad de relleno: 50.0 mm/s
- Velocidad de paredes: 25 mm/s
- Velocidad de desplazamiento: 150 mm/s
- Velocidad de capa inicial: 20 mm/s
En este ejemplo las únicas excepciones son las de la primera capa y la velocidad de las paredes.
Pero la velocidad general es de 50 mm/s y la de desplazamiento es de 150 mm/s que sería la parte más importante.
Elegir la temperatura óptima
Elegir la mejor temperatura de fusión para tus filamentos es uno de los puntos más importantes de esta publicación, ya que es una de las razones por las cuales se producen los hilos en las impresiones 3D.
Una temperatura excesiva con una refrigeración pobre o nula puede hacer que el filamento produzca muchos hilos en la impresión 3D.
¿Sabes cuál es la temperatura óptima para el filamento que estás usando en este momento?
La mayoría usa las temperaturas recomendadas por el fabricante lo cual está muy bien, ya que son ellos los que han hecho las pruebas y conocen los límites de su propio producto.
El tema es que el fabricante no hizo esas pruebas con tu impresora, por eso entregan un rango de temperatura para filamento PLA que puede ir desde los 190 °C hasta los 230 °C por ejemplo.
Lo importante es que sepas cuál es la temperatura óptima para TU impresora.
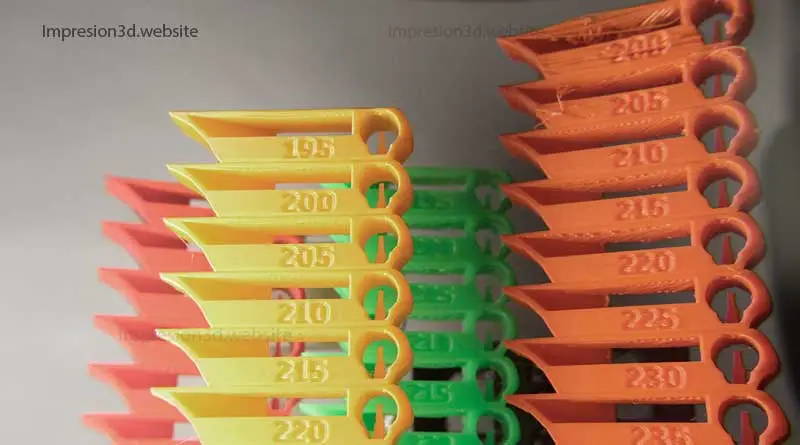
La mejor forma de saber cuál es la mejor temperatura para un filamento 3D sea PLA, PETG, o NYLON es hacer una torre de temperatura sin lugar a dudas.

Si no sabes como hacer una torre de temperatura te cuento que en este blog tengo una publicación dedicada, donde te muestro con imágenes como hacer una torre de temperatura y con fotos de los ejemplos hechos por mí.
Entonces una vez que ya sepas cuál es la mejor temperatura de fusión para tu filamento con tu impresora 3D, deberás usarla siempre para ese filamento.
Eliminar la humedad de los filamentos
¿Sabías que los filamentos tienen propiedades higroscópicas? Pues un gran porcentaje de los errores en tus impresiones se deben a ello, lo que significa que deberías darle importancia.
Los filamentos de impresión 3D pueden absorber la humedad del ambiente y ocasionar todo tipo de errores en tus trabajos, entre ellos el encordado.
Cuando me enteré de todos los problemas que podían causar la humedad de los filamentos pude entender por qué tenía tantos fallos en impresión 3D.
Las dos formas más comunes para secar filamentos son:
- Caja secadora para filamentos de impresión 3D
- Horno de Cocina.

En la publicación: Humedad en los filamentos de impresión 3D: Principales consecuencias te hago una lista de las mejores formas de conservar los rollos de filamentos para evitar que se humedezcan.
Una vez que hayas eliminado la humedad de los filamentos las posibilidades de tener hilos en tus impresiones se van a reducir de forma notable.
Te invito a que la visites y te tomes tu tiempo para leerla, ya que esa publicación puede solucionar una GRAN parte de tus errores de impresión 3D, incluido el stringing o hilos en impresión 3D.
Limpiar la boquilla del extrusor
No parece la gran cosa, (como si tener hilillos en las impresiones fuera por culpa de tener la boquilla sucia ¿no?) pero si, tener la boquilla sucia influye bastante.
¿Alguna vez te has quedado mirando la boquilla mientras extruye filamento? Quizás durante la primera capa hayas notado que una bolita de plástico fundido se quedó pegada a la boquilla, ¿alguna vez te ha pasado?
Esa bolita de plástico se va a ir moviendo de un lado a otro girando alrededor de la boquilla, algunas veces dejando hilos en la impresión (especialmente con filamento Petg) y otras veces quedándose pegada en alguna de las paredes externas de tu modelo.
Yo sé que mucha gente no le da importancia a la limpieza de la boquilla, pero créeme que si la tiene.
Y lo pienso tan así que hasta tengo una publicación sobre todas las formas que hay para limpiar una boquilla.
Personalmente creo que la mejor forma de tener la boquilla limpia es no dejando que se ensucie, es decir, limpiando antes y después de usar la impresora.

Tan fácil como tomar un pequeño paño o servilleta de papel (con mucho cuidado de no quemarte) y limpiar la boquilla antes y después de imprimir tu modelo.
Sé que no parece mucho, pero créeme que tener la boquilla de la impresora limpia puede hacer la diferencia.
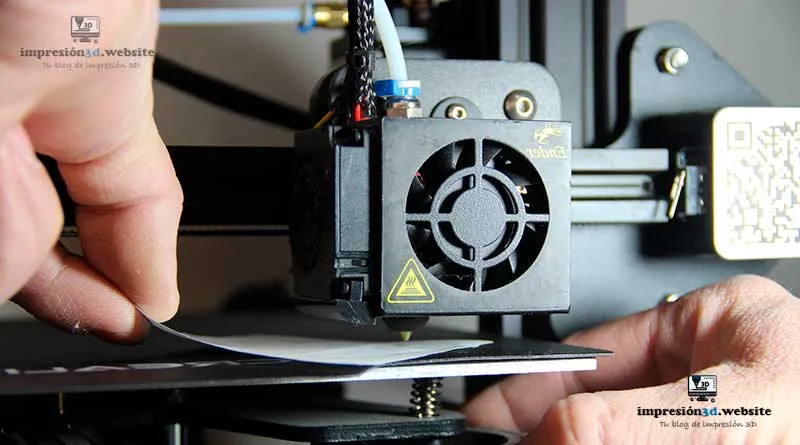
Nivelar correctamente la cama de impresión
Para algunos nivelar la cama de impresión puede ser algo fácil, pero para otros puede resultar algo un poco más difícil, ya que no terminan de entender a que distancia debe estar la boquilla de la placa de impresión.
La razón por la que pongo este ítem en la lista es porque una boquilla demasiado cerca puede generar que se deposite un exceso de plástico sobre la cama de impresión, como si fuera una rebaba que sale en la primera capa.
Si la boquilla está aún más cerca y la velocidad de la primera capa es lenta, puede pasar que ese filamento comience a «escapar» por la boquilla, generando también esa bolita de plástico de la que hablaba más arriba.
El objetivo entonces sería aprender a nivelar la cama a la perfección, para que no haya un exceso de filamento escapando por la boquilla formando bolitas de plástico.
Nivelar correctamente la cama de impresión es vital, ya que de la primera capa dependerá el éxito de tus impresiones.
Te dejo un enlace a una publicación sobre como nivelar correctamente la cama de impresión, usando como ejemplos una ender 3 y una ender 3 pro.
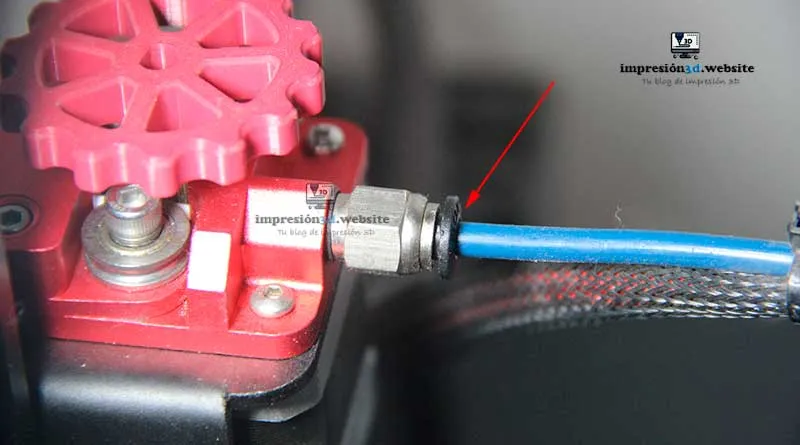
Chequear los conectores del tubo bowden
Y es que aunque no lo parezca una falla puede tener múltiples orígenes.
Una falla muy común que puede favorecer la aparición de hilos en las impresiones es la rotura de los acoples que fijan el tubo bowden al extrusor y al Hotend.
Los acoples o conectores neumáticos para impresoras 3D pueden romperse y por tal motivo el tubo bowden puede ceder, moviéndose de un lado para el otro.
Esta falla puede provocar que las retracciones no funcionen correctamente y el filamento continúe rezumando por la boquilla.
Además de formar hilos, un conector neumático roto puede ocasionar otros tipos de fallas durante la impresión.
En el caso de zafarse por completo, el Hotend continuaría imprimiendo en el aire, ya que el extrusor no podría empujar el filamento a través del tubo bowden.
En la publicación «no sale filamento por el extrusor» te cuento un poco más sobre este tema.
Asegúrate de que los conectores neumáticos de la impresora (los que conectan el tubo bowden) funcionen bien y los extremos del tubo «no zafen» ni se estén moviendo de un lado para otro.
Lubricar el tubo Bowden
Cuando ya tienes todo lo anterior hecho y aún sigues teniendo hilos en las impresiones hay un truco que puede ayudarte a salir del apuro.
Imagina que ya hiciste todo lo anterior, filamentos secos, impresora nivelada, boquilla limpia o nueva, conectores ajustados o nuevos, retracciones y demás ajustes de Cura correctamente configurados y aún así sigues teniedo hilos en tus impresiones.
Solo te queda una opción y es lubricar el tubo bowden.
Creo que teniendo todo lo anterior hecho es muy difícil tener hilos o encordado con el filamento PLA, pero el problema me parece que puede venir al usar filamento PETG, ya que por su composición es más propenso a formar hilos.
Cuando ya tienes que lubricar el tubo Bowden puede ser un aviso de que probablemente debas cambiarlo, o quizás recortar la parte quemada que apoya en la boquilla. De todas maneras este truco funcionará si necesitas para salir del apuro.
Veamos como lubricar el tubo Bowden:
Paso 1:
Descarga e imprime un limpiador de filamentos desde Thingiverse, si ya lo tienes puedes saltear este paso.

Paso 2:
Busca una esponja y córtala del tamaño correcto para que entre en el limpiador que imprimiste.
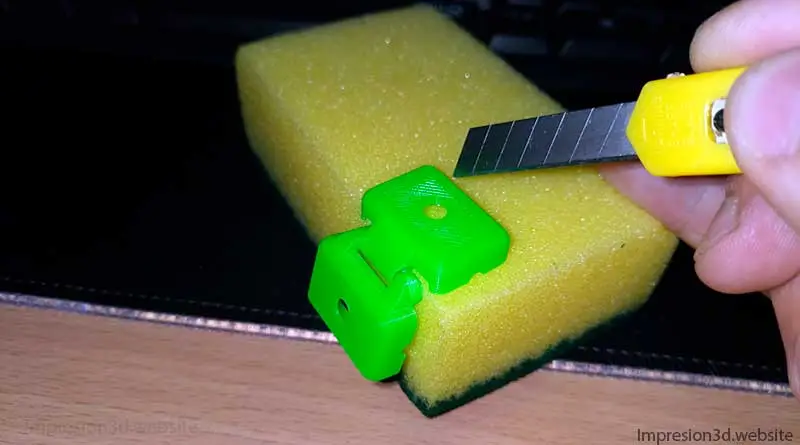
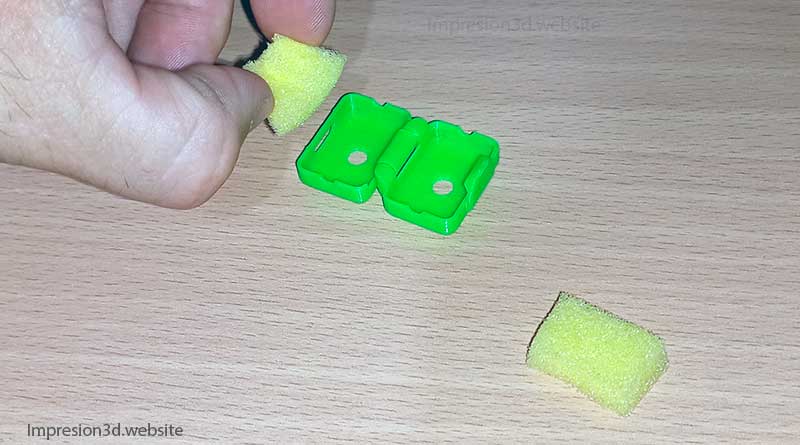
Paso 3:
Humedece las esponjas con aceite de oliva, solo un par de gotas de cada lado será suficiente.

Paso 4:
Coloca el limpiador sobre el filamento antes de ingresar al extrusor
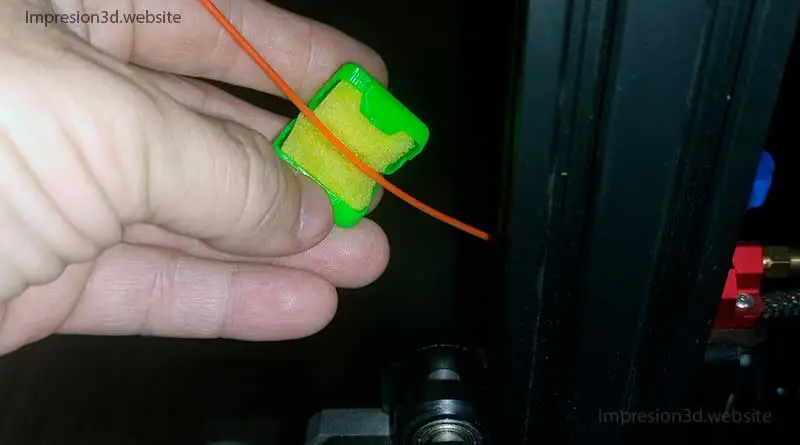
Paso 5
Calienta la boquilla y extruye 100 mm de filamento

Paso 6:
Después de extruir 100 mm de filamento quita el limpiador con las esponjas e imprime un test de retracción.
Cuando ya tengas el test de retracción has una comparación para ver si ha servido de algo todo tu esfuerzo.
Canal en YouTube: CHEP (Activar subtítulos)
Conclusiones finales
Creo que los problemas que causan el stringing o hilos en las impresiones se pueden clasificar en tres partes: Mecánicos (propios de la impresora), de Software (propios del laminador) y los del ambiente (Humedad en los filamentos)
Entonces no hay un solo motivo por el cual se producen los hilos, sino que son varios, y van desde ajustes de laminador hasta el mantenimiento de la impresora y el correcto guardado de los filamentos.
Si bien no todas las impresoras son iguales (algunas con tubo bowden y otras con extrusión directa) los tests que he mencionado en esta publicación sirven para todas ellas:
- Torre de temperatura
- Torre para distancia de retracción.
- Torre para la Velocidad de retracción.
- Test para prueba de retracciones
Dejo a modo de resumen una lista con todos los problemas y soluciones.
Lista de Problemas:
- Los hilos en la impresión 3D se forman debido a una temperatura de impresión demasiado alta.
- Las retracciones incorrectas pueden favorecer la aparición de hilos en la impresión 3D.
- Ajustes incorrectos en Cura, como la refrigeración y velocidad pueden generar hilos en las impresiones.
- La humedad absorbida por los filamentos pueden generar hilos y otros problemas de impresión.
- Las boquillas sucias juntan filamento fundido que se desprende y forma hilos en impresión 3D.
- Una boquilla demasiado pegada a la cama de impresión puede juntar filamento fundido en la boquilla y formar hilos.
- El tubo Bowden se puede zafar o deslizar de los conectores neumáticos ocasionando problemas, incluidos los Hilos.
- La parte del tubo Bowden que apoya en la boquilla se puede quemar y ocasionar problemas.
Lista de soluciones según orden de importancia:
1- Humedad:
Elimina la humedad de tus filamentos: Si tu impresora 3D deja hilos y tu filamento no es nuevo, entonces lo primero que deberías hacer es secar tu filamento y buscar una forma de almacenarlo para que no absorba más humedad.
2- Temperatura:
Encuentra la temperatura perfecta: No deberías de seguir ningún otro paso hasta que sepas cuál es la temperatura adecuada para el tipo de filamento que estás usando. Imprime una torre de temperatura y elige la mejor para usarla siempre con ese filamento.
3- Nivelar la cama:
Busca la perfección: No importa lo que hagas, si tu cama de impresión no está perfectamente nivelada no llegarás muy lejos, de este paso depende el éxito de todas tus impresiones.
4- Limpiar la Boquilla:
Limpia la Boquilla antes y después de imprimir: Es muy común olvidarse de la boquilla, todos siempre se preocupan de limpiar la cama de impresión para tener una mejor adherencia, pero se olvidan de la boquilla.
5- Conectores Neumáticos:
Pasa desapercibido, es algo que sucede y que no te vas a dar cuenta a no ser que mires los acoples del tubo bowden. ¿El tubo se zafa de los acoples, se mueve de un lado para otro?
Si es así cambia los conectores por unos nuevos.
6- Tubo Bowden quemado:
Otra falla común es que la punta del tubo bowden se queme en la parte que apoya la boquilla. Esto puede generar todo tipos de fallas, siendo la Sub extrusión la más recurrente en impresoras como las ender 3.
Corta la parte quemada o cambia el tubo Bowden por uno nuevo y de mejor calidad.
7- Ajustes de Cura:
Configura las retracciones correctamente, activa el modo peinada (la opción: No en el forro), usa la temperatura elegida en el punto 2, activa la refrigeración (ventiladores de capa) y usa una correcta velocidad de desplazamiento.
Publicaciones relacionadas:
Si te lo perdiste más arriba te dejo una lista con las publicaciones que mencioné a lo largo del artículo.
No dejes de visitarlas porque pueden ser de gran ayuda para ti.
1- Humedad en los filamentos de impresión 3D: Principales consecuencias
2- Torre de temperatura: Mejor calidad en tus impresiones 3D
3- Como nivelar correctamente la cama de tu impresora 3D
4- Como limpiar la boquilla de la impresora 3D (Todas las opciones).



Respuestas