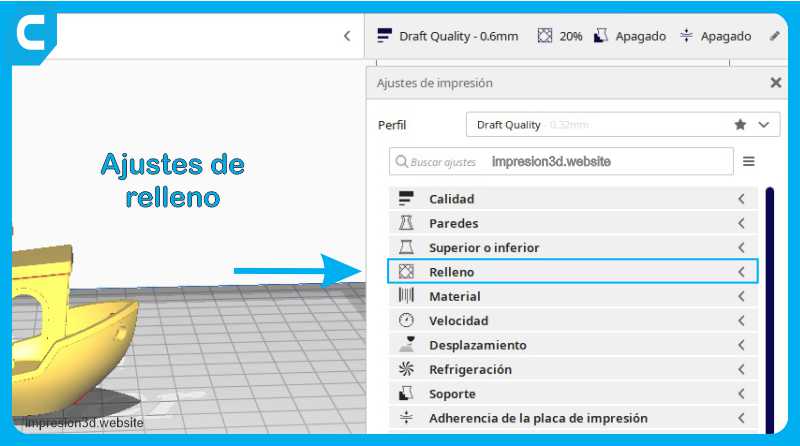
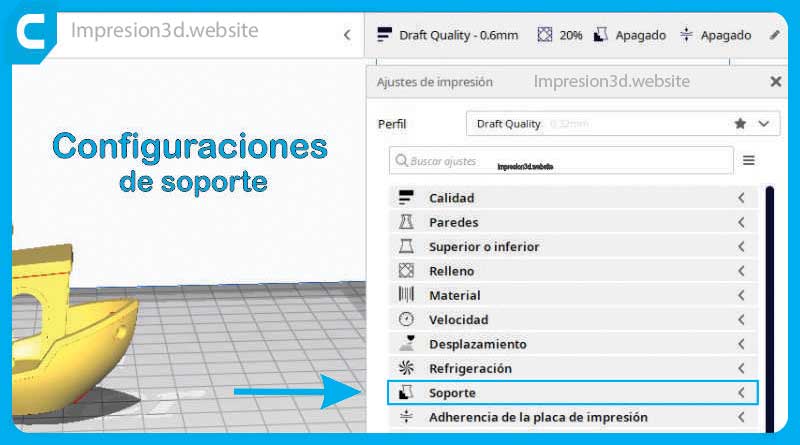
Ajustes de relleno, cura en español.
Densidad de relleno
La densidad de relleno determina la cantidad de plástico que el modelo tendrá en su interior. Una mayor densidad de relleno implica fundir más plástico en el interior del modelo, lo que generará un objeto más fuerte.
Este va a ser uno de los ajustes que más vas a cambiar, dependiendo del modelo que imprimas ya que algunos modelos van a necesitar más (o menos) rellenos que otros.
Densidad de relleno recomendada: 20% para modelos con un propósito visual, se pueden usar un porcentaje más alto para piezas más resistentes.
Distancia de la línea de relleno
En lugar de un porcentaje de relleno también es posible configurar la distancia de la línea. Esta medida expresada en milímetros determinará la distancia entre líneas de relleno, que sería lo mismo que cambiar la densidad de relleno.
Recomendación: mantén desactivada esta opción ya que podría confundirte (no la necesitas)
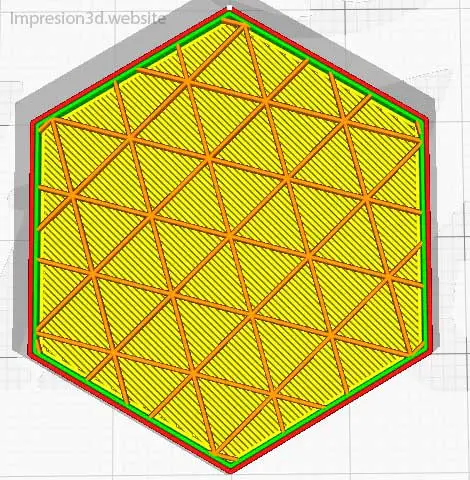
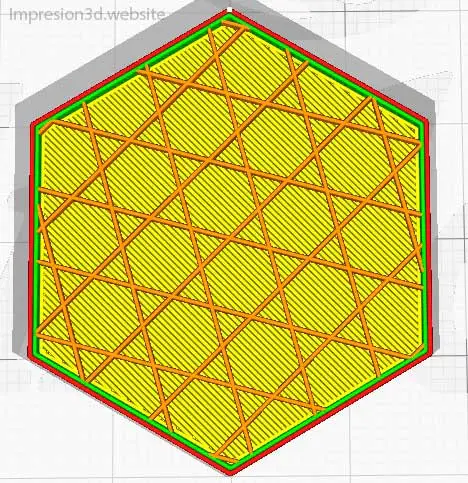
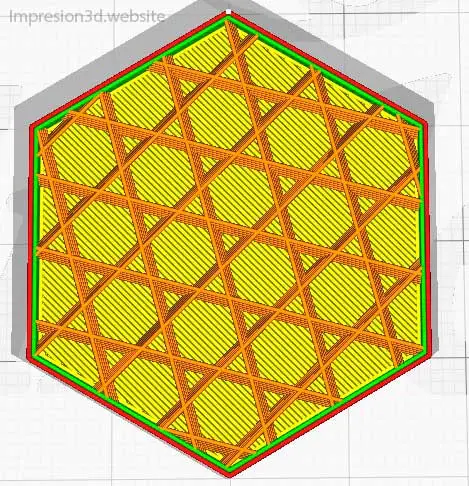
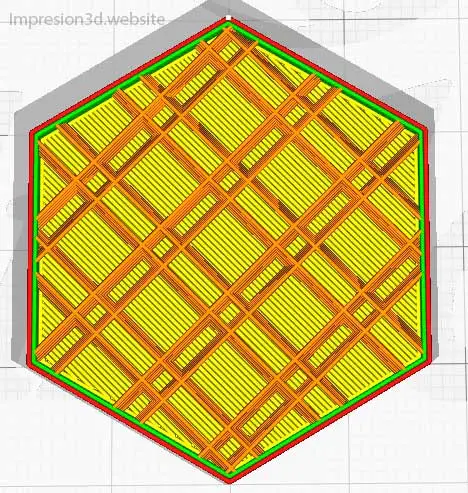
Patrón de relleno
Cura permite elegir el tipo de patrón de relleno impreso, lo cual sirve en algunos casos específicos de uso. Por ejemplo:
- Rellenos 2D para impresiones diarias.
- Rellenos 2D rápidos: se usan en modelos rápidos pero frágiles.
- Los rellenos 3D: Se usa para que el modelo sea más fuerte.
- Rellenos concéntricos 3D: Se usan para materiales flexibles.
Están disponibles las siguientes opciones de patrón:
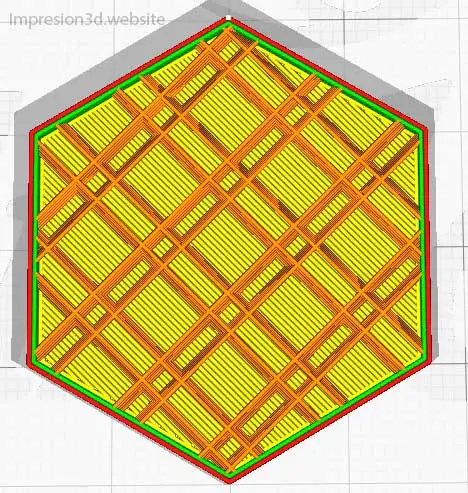
- Rejilla: relleno 2D fuerte
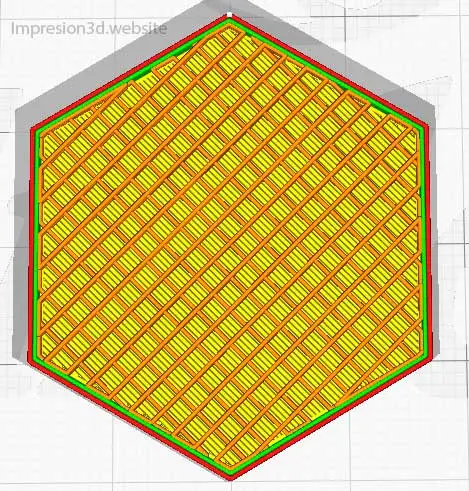
- Líneas: relleno 2D rápido
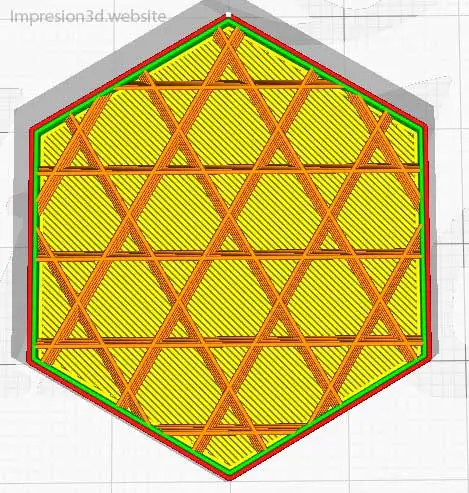
- Triángulos: relleno 2D fuerte
- Tri-hexágono: relleno 2D fuerte
- Cúbico: relleno 3D fuerte
- Subdivisión Cúbica: relleno 3D fuerte (este ahorra material en comparación con Cúbico)
- Octeto: relleno 3D fuerte
- Cúbico Bitruncado: relleno 3D fuerte
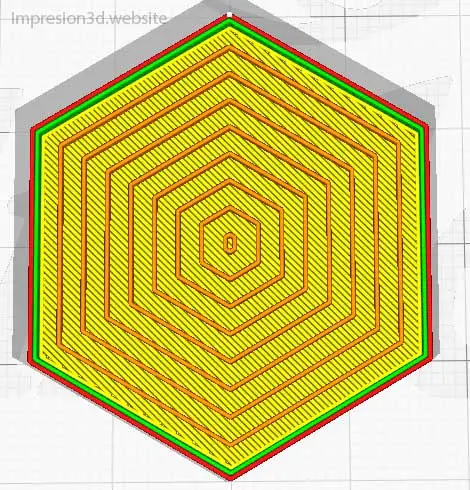
- Concéntrico: relleno 3D flexible
- Zig-zag: forma de cuadrícula en diagonal de forma contínua
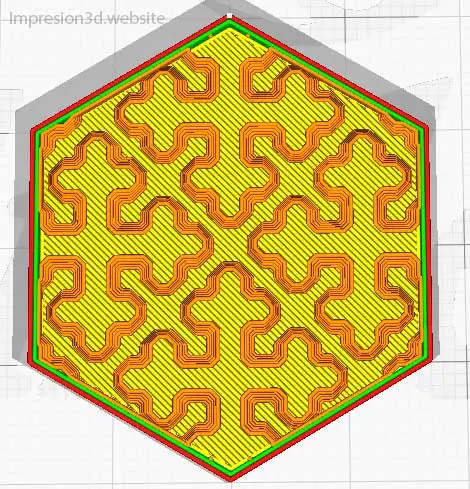
- Cruz: relleno 3D flexible
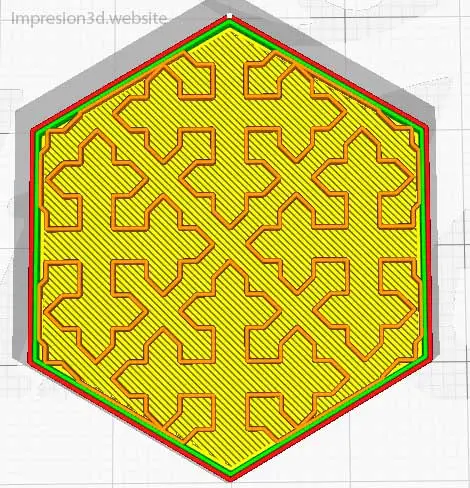
- Cruz 3D : relleno 3D flexible
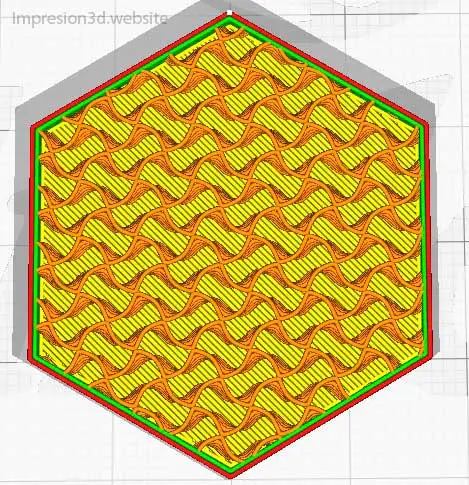
- Giroide : relleno con mayor fuerza para el menor peso.
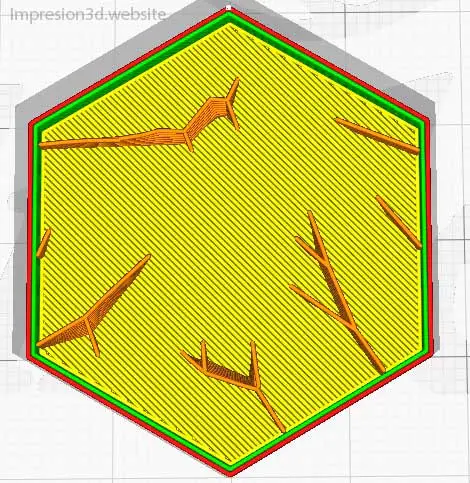
- Iluminación: Nuevo patrón de relleno en las úlitmas versiones de Cura. Busca minimizar el relleno, apoyando solo en la parte superior del modelo.
Direcciones de la línea de relleno
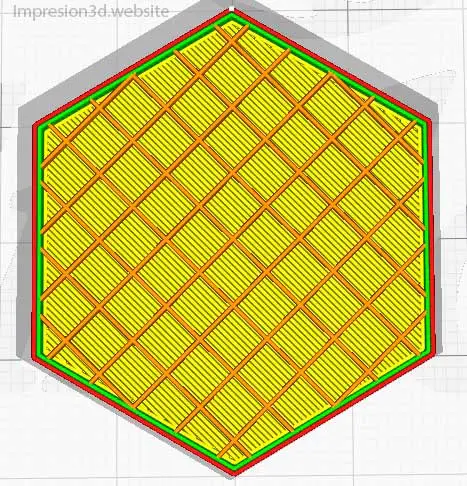
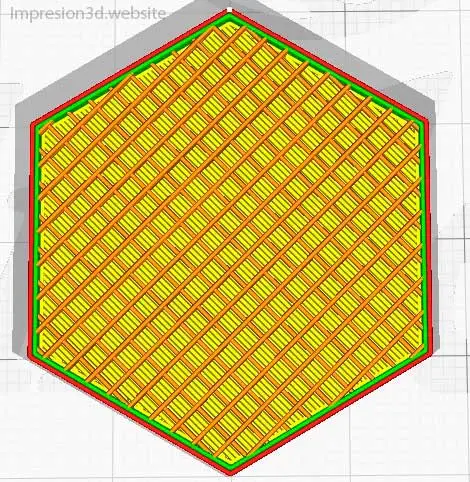
Las líneas de relleno se imprimen en un ángulo de 45 ° para ganar velocidad sin perder calidad. Aún así las líneas se pueden imprimir en una dirección diferente configurando los grados en 0 ° (para vertical) y 90 ° (para horizontal). Por ejemplo: [0,90].
Desplazamiento XY de relleno
Los patrones de relleno parten desde un centro. Pero se puede desplazar el patrón hacia cualquier otro lado, (fuera del centro) se puede hacer con un desplazamiento X o Y. Un valor positivo lo mueve hacia ARRIBA y DERECHA, y un valor negativo lo mueve hacia ABAJO o IZQUIERDA. No sirve para los rellenos concéntricos.
Porcentaje de superposición del relleno
Se refiere al porcentaje de unión entre el relleno y las paredes. Un valor más alto puede resultar en una mejor unión entre el relleno y las paredes. Sin embargo, un valor demasiado alto podría provocar una sobreextrusión y hacer que el relleno sea visible desde el exterior.
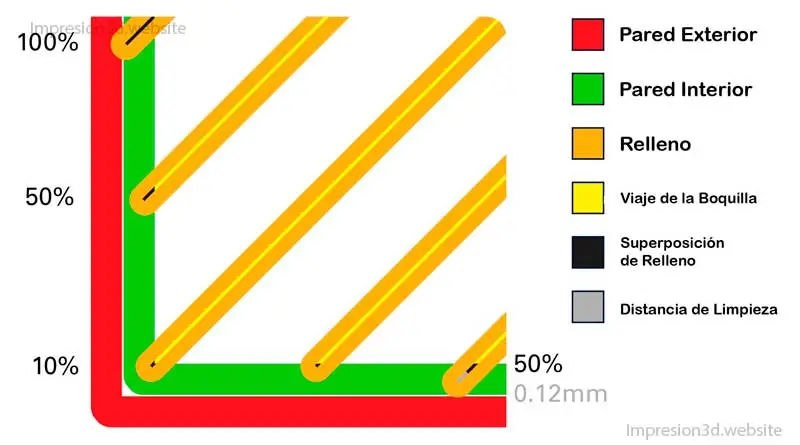
Porcentaje de superposición de relleno recomendado: 30.0 %
Distancia de pasada de relleno
Esta configuración indica a la impresora que deje de extruir antes de que comience a imprimir las paredes del relleno. La impresora aún extruye un poco de filamento debido a la presión en la boquilla, pero al detener la extrusión temprano reducirá la sobreextrusión.
Grosor de la capa de relleno
Esta función sirve para cambiar el grosor de las líneas de relleno. Se pueden imprimir capas más gruesas de relleno para bajar los tiempos de impresión.
Cuando cambies esta configuración, asegúrate de que sea un múltiplo de la altura de la capa; de otra manera Cura lo redondeará a un múltiplo de la altura de la capa.
Entonces podrás, por ejemplo, imprimir con un grosor de relleno de 0,2 mm mientras que la altura de la capa es de 0,1 mm. Entonces la impresora imprimirá primero las paredes en dos capas y luego imprimirá una capa de relleno más gruesa.
Pasos de relleno necesarios
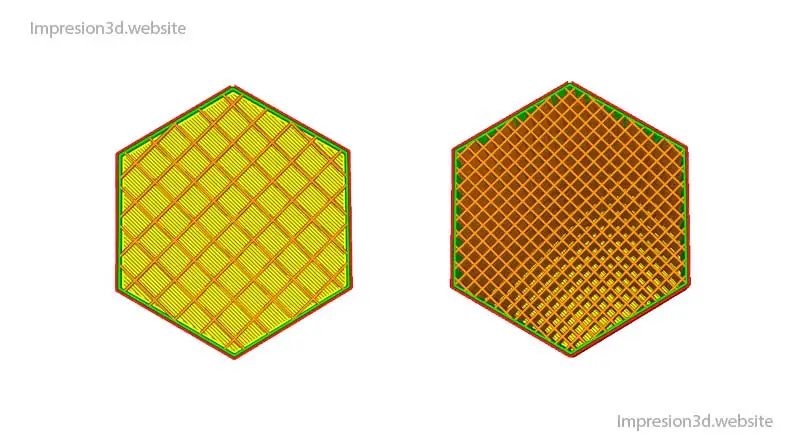
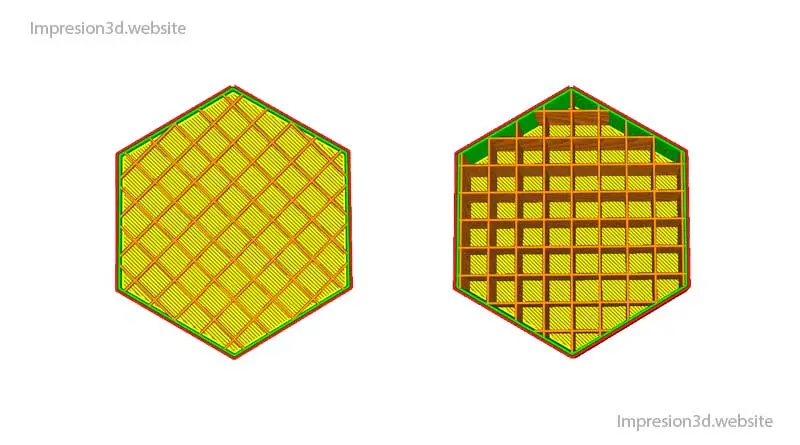
Esta función reduce el porcentaje de relleno en la parte inferior del modelo, y deja el porcentaje completo en las capas superiores.
Si con un porcetaje de relleno de 20% se seleccionan «2 pasos» entonces dejará un 10% en la capas inferiores y luego aumentará al 20% en las ultimas capas.
Cada «paso de relleno necesario» divide el porcentaje de relleno por dos.
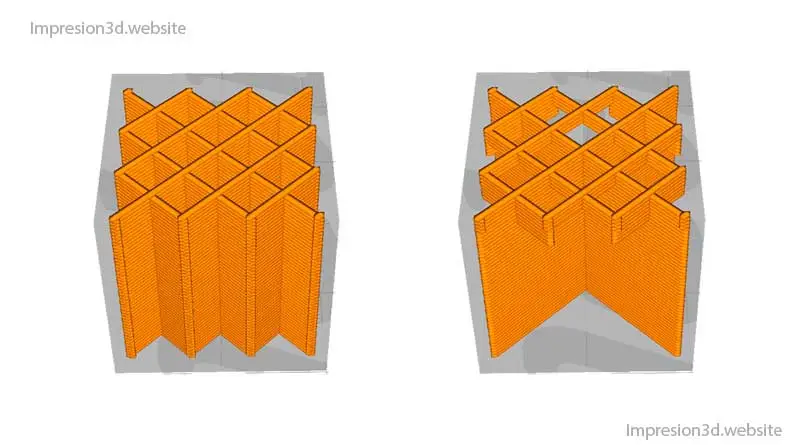
En la imagen de arriba a la derecha se puede apreciar como se redujo el relleno en las capas inferiores en un 10% y en las últimas capas continua con el 20% seleccionado.
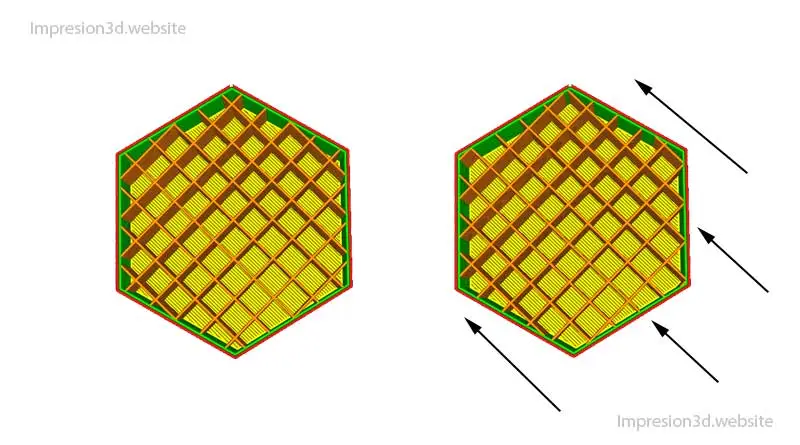
Altura del escalón de relleno gradual
Este ajuste sirve para elegir la altura a la que se debe reducir el relleno a partir de las capas superiores.
Para que esta función aparezca en los ajustes de Cura debes seleccionarla y usar la función «pasos de relleno necesarios» explicados más arriba.
Las capas superiores cerrarán fácilmente, sin tener que agregar relleno adicional.
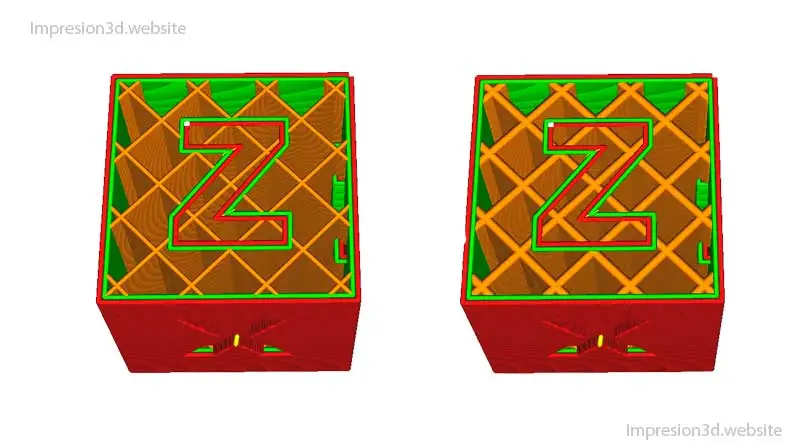
Relleno antes que las paredes
Con esta configuración habilitada, el relleno se imprimirá antes que las paredes. Esto da como resultado mejores voladizos porque las paredes se adherirán al relleno ya impreso.
La impresión en este orden también puede tener una desventaja.
Si el relleno se imprime antes que las paredes, existe la posibilidad de que el relleno sea visible a través de las paredes, lo que dará como resultado un acabado de superficie más rugoso.
Recomendación: deshabilita esta opción, ya que tu relleno puede hacerse visible desde las paredes exteriores. Si este es un problema que tenías y no sabías como solucionarlo, aquí esta la respuesta.
Área de relleno mínima
Esta configuración permite que las partes más pequeñas de un modelo se puedan imprimir como perímetros (y no como relleno).
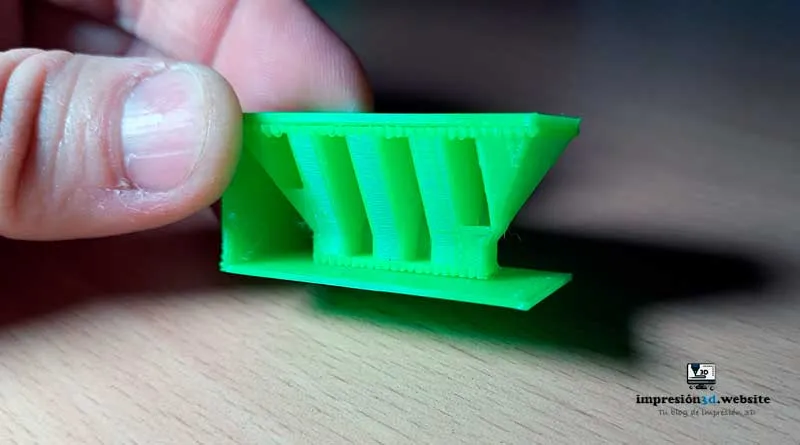
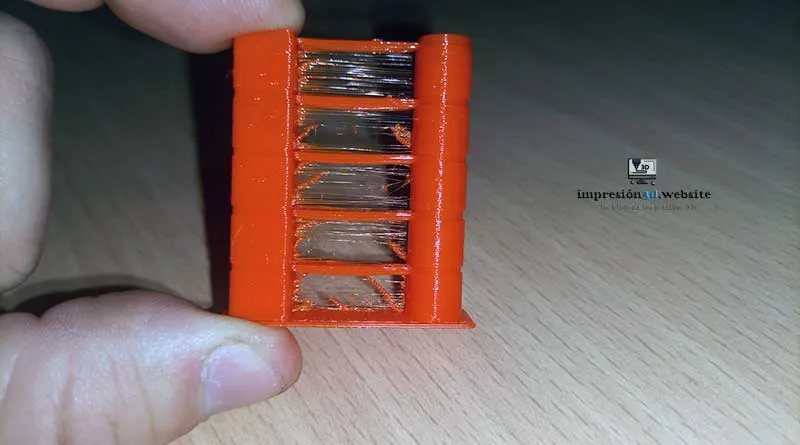
El siguiente modelo es de una solera de auto (o parasol). La orientación no es la adecuada, pero para fines educativos «hagamos de cuenta que así lo queremos imprimir»
La partes de abajo serían las más finas y más faciles de quebrarse. Con esta configuración se puede elegir el «área de relleno mínima» con la que Cura pondría el relleno por fuera de ese «mínimo» elegido.

El área de relleno mínima fortalece los clips de este acople haciéndolo completamente con perímetros.
Normalmente (para lograr este efecto), lo que más se usa son los «ajustes por modelo» en la barra de menú vertical de la izquierda, colocando un 100% de relleno para las zonas selecionadas.
Leer también: Configuración de Paredes, Ultimaker Cura en español

{kind=link}
{kind=link}
Responses