Best Cura setups for beginners
The best Cura settings will allow you to make better 3D prints with fewer errors and a better time/quality ratio.
Ultimaker cura is a software application designed to work with 3D printers, it is free software and you can find it by following this link link.
Print Settings
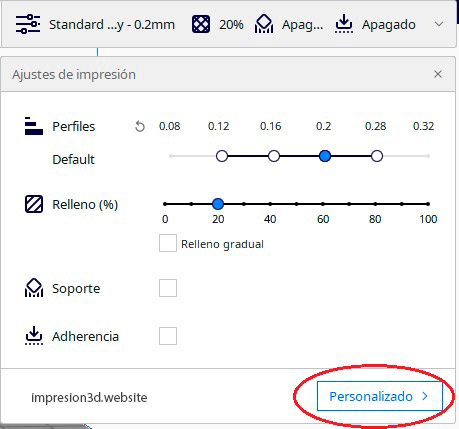
In Print Settings, if this is the first time you open Cura, you will need to select the custom option.
This will open up more options that will allow you to make changes to your print settings.
Once this is done, a window will open with many options, which we will see one by one.

Quality
Quality is determined by layer height, incorrect layer height can cause errors and undesirable results.
Thinner layers = better quality = more printing hours
Thicker layers = lower quality = fewer printing hours
My recommendation is, unless it is an exception, to find a middle ground in the time/quality relationship.
In this tab, you will modify only 3 options: layer height, initial layer height and Line width.
- layer height: 0.2
- initial layer height: from 0.16 to 0.2
- Line width: 0.4 (It must be equal to the diameter of your nozzle)
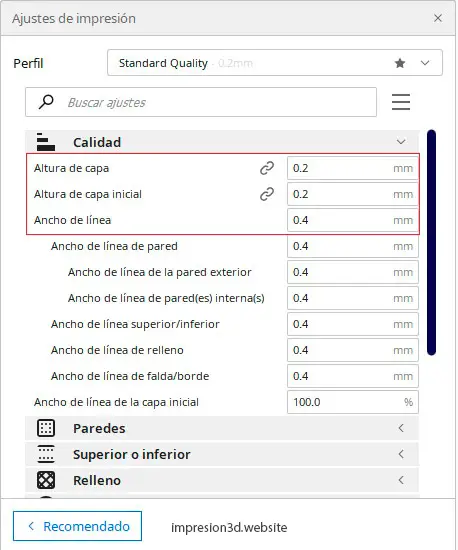
In layer height You will choose the layer height of the entire print, from start to finish, based on the quality you want. The middle point in relation to time/quality would be a height of 0.2 mm because the layers of the print are not as noticeable and the time is considerably less than with thinner layers.
initial layer height refers to the first layer, which is one of the most important in the entire printing process. This height cannot be less than 0.16, unless you are already an expert and have absolute control of the extruder and a perfectly leveled bed.
A layer height of less than 0.16 can cause clogs, since the nozzle is so close to the filament that it cannot feed out properly, causing the extruder to skip layers and produce that familiar «Tac Tac Tac» noise, among other issues.
He Line width It will be easy to set up, as you will always need to place the nozzle size that you have installed in the Hotend. If the Nozzle is 0.4 then that is the size of the Line Width. If it is not then you will put the one you have.
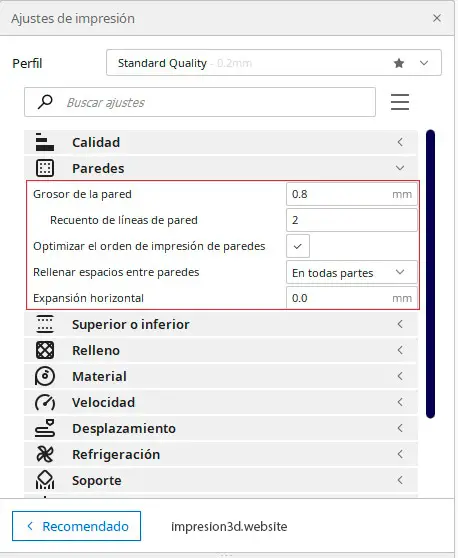
Walls
This setting can be set in millimeters from wall thickness, or in number of walls from wall line count.
The more walls a print has, the harder and more solid it will be, but it will also take longer to print.
More walls = better hardness = more printing hours
Less walls = less hardness = less printing hours
My general recommendation would be to use between 2 and 4 walls and complement with the filling. But in the end it will always be your decision.
- wall thickness: 0.8mm (for 0.4 nozzles)
- Wall Line Count: 2
- Optimize the order of printing walls: put tilde
- Fill spaces between walls: Everywhere.
- Horizontal expansion: 0.0mm
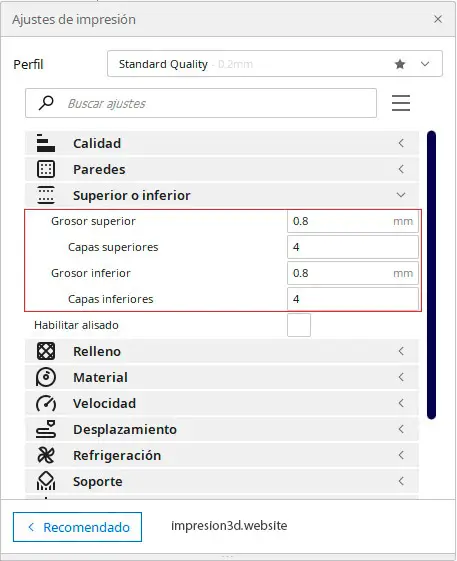
top or bottom
It refers to the number of layers that we are going to put above and below. The amount chosen by default seems fine to me, but you can change it if necessary and put the amount you want.
- top thickness: 0.8mm
- upper layers: 4
- bottom thickness: 0.8mm
- lower layers: 4
Stuffed
A piece can be hollow or it can be solid, this will be determined by the amount of filling we choose for our pieces.
If you print figurines or models you may not need as much infill, but if you are making technical pieces that require some kind of force or support, then you will use a denser infill according to your needs.
The amount of infill will directly influence the printing time.
More infill = More printing time
Less filler = Less printing time
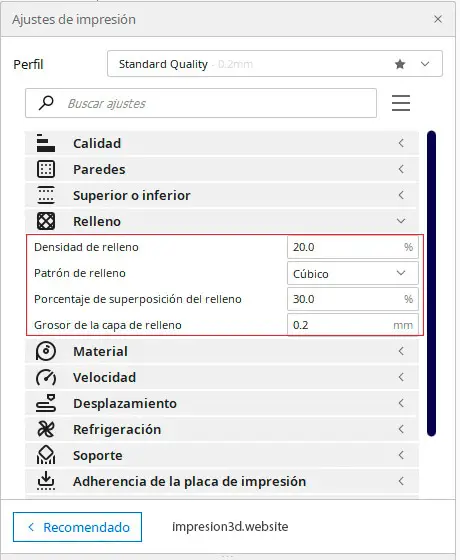
As a general rule, in Cura settings you will set between 20% and 25% for any type of print. You can change this at any time as you learn.
- fill density: 20.0 %
- Fill pattern: Cubic
- Pfill overlap percentage: 30.0 %
- Infill layer thickness: 0.2mm (same as layer height)
Material
Here you will see everything related to printing temperature and this will be directly related to the type of material you use.
PLA, PETG, NYLON are going to use completely different temperatures, so it will be important to know what material you are working with, since even the temperatures of the heated bed will also be different.
- PLA = 200
- petg = 230°/60°
- NYLON = 250°/100°
These are general numbers, each type and brand of filament may vary. including color in color. You should always pay attention to the manufacturer's recommended temperatures.
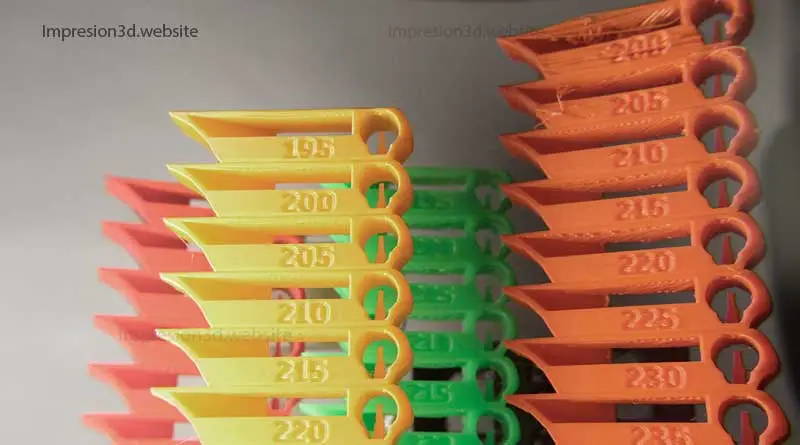
I recomend you download a temperature tower from Thingiverse and follow the tutorial in the following post: Temperature tower: Better quality in your 3D prints
For PLA you will use these parameters.
- Printing temperature: 205.0 °C
- Initial Layer Printing Temperature: 205.0 °C
- Initial printing temperature: 205.0 °C
- Final printing temperature: 205.0 °C
- Printing plate temperature: 50.0 °C
- Plate temperature in the initial layer: 50.0 °C
- Flow: 100.0 %

Speed
Speed also plays a role in determining the quality of a printed piece. Based on the type of printer we have and the type of filament we use, the higher the speed we will have. lose a bit of qualityunless you are already a advanced user and you know how to modify certain necessary parameters.
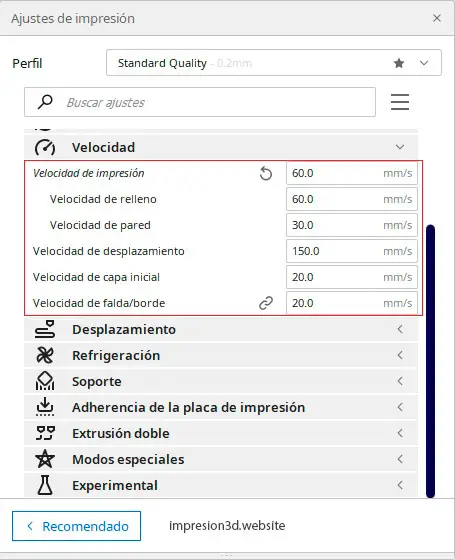
If I had to recommend a print speed for beginners, which has a good time/quality ratio, It should be between 50 mm/s and 60 mm/sAbove these values I would only recommend them for testing and to truly understand what the limits of your printer are in terms of time/quality.
- Print speed: 60.0mm/s
- fill speed: 60.0mm/s
- wall speed: 30.0mm/s
- Velocity of displacement: 150.0mm/s
- initial layer speed: 20.0mm/s
- Skirt/edge speed: 20.0mm/s
Displacement
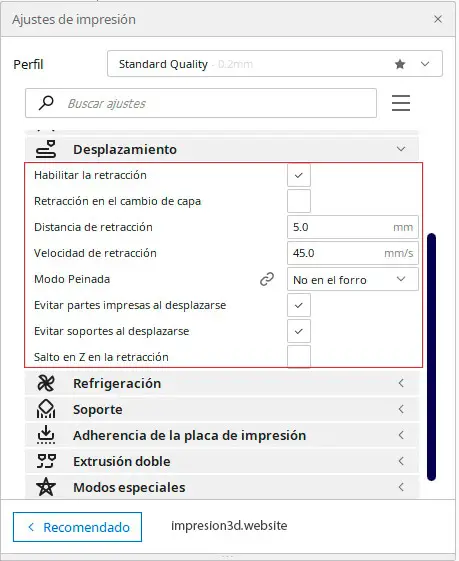
There are many options in scrolling, but for now that you are just starting out we are going to use the following options:
- Enable retraction: mark tilde (very important)
- Retraction distance: 5.0mm
- Retraction Speed: 45.0mm/s
- hairstyle mode: Not on the outer surface, or in All
- Avoid printed parts when scrolling: mark tilde
- Avoid supports when scrolling: mark tilde
- Z-jump on retraction: do not mark
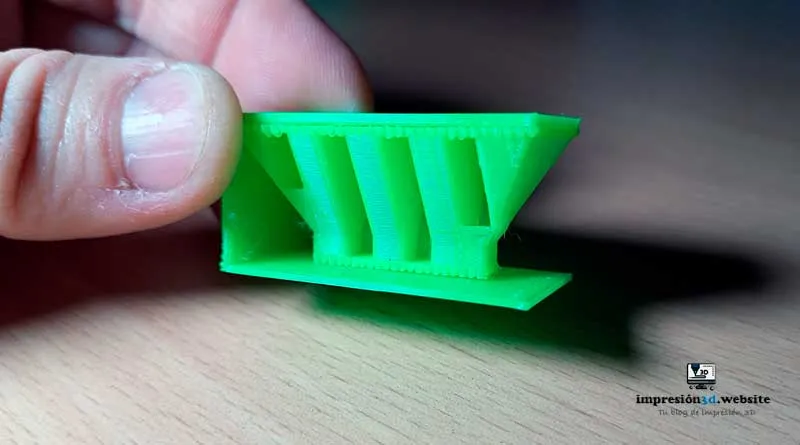
Not using the enable retraction option may cause the thread formation plastic all over the print, which is quite a pain to clean.
Retraction distances are the most common to use with PLA, although there may be other factors that cause stringing in prints, depending on the material and the amount of moisture they have absorbed, as well as not using proper ventilation.
To better complement, I invite you to read the following publications: Threads in 3D printing (and how to avoid them) and Humidity in 3D printing filaments: Main consequences
Avoiding supports and printed parts when moving can help prevent the nozzle from accidentally hitting the print causing it to accidentally lift off the bed.
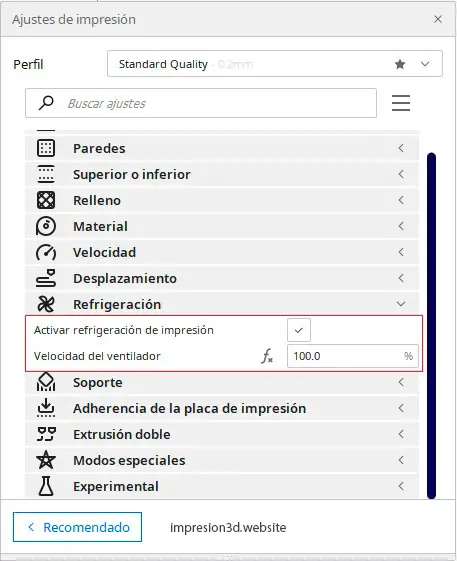
Refrigeration
- Enable print cooling: mark tilde
- fan speed: 100 % (50% for Petg)
Medium
Now, this option will only be necessary in the case that your print has overhangs greater than 45° and needs support, because otherwise they would be printed in the air and your work would be ruined. If you need them, you activate them and if you don't need them, you don't.
build support: Disabled (unless you need them). And if you need them, I invite you to read the post: Easy to remove supports in Cura: Better settings so that the supports do not stick to the model.

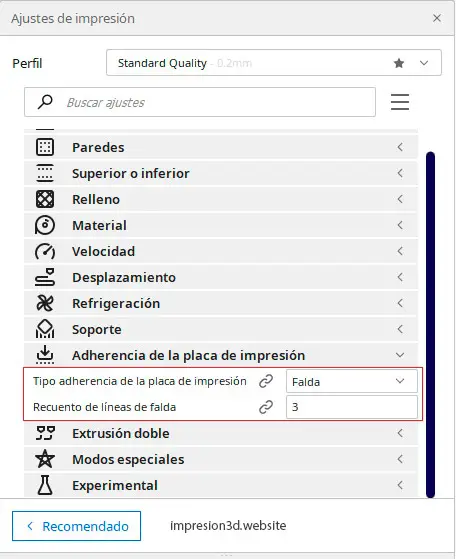
Build plate adhesion
Adhesion to the build plate will change depending on what we need to print and the type of base we are using.
In the Cura settings you are going to activate a Skirt with a count of 3 lines, since when you learn to level the printer bed well, those 3 lines will help you know if the bed still level or not. (See more about types of adhesion)
- Type of print bed adhesion: Skirt
- Skirt line count: 3
The options that follow below are special modes and you won't need them right now.
Many of these Cura settings come by default and many others are the ones we modify.
However, there are settings that are based on the layer height, filament, and nozzle size we are using. If we change any of these elements, the settings will also change.
Conclusions best Cura setups
Best Cura Settings for someone just starting out They are the ones that come by default.
Still I wanted to highlight some settings that can help you, like the one:
- Do not use a layer height less than 0.2 mm in the first layer.
- Using a 30% fill overlay
- Use a speed of 20 mm/s on the first layer.
There are many variables, but the intention is to somehow help those who are just starting out in this.



Responses