Threads in 3D printing (and how to avoid them)
Searching for information on how to remove threads in 3D printing, I found that they only talked about retraction distances and filament temperatures, leaving aside other important factors.
Today I want to share with you all the ways I found to avoid or eliminate threads in 3D printing.
To completely eliminate threads in 3D printing you have to master the retraction parameters, the melting temperature of the filaments, the speed of the translational movements, eliminate moisture in the filaments, have the print bed perfectly leveled and always keep the nozzle clean.
What is Stringing
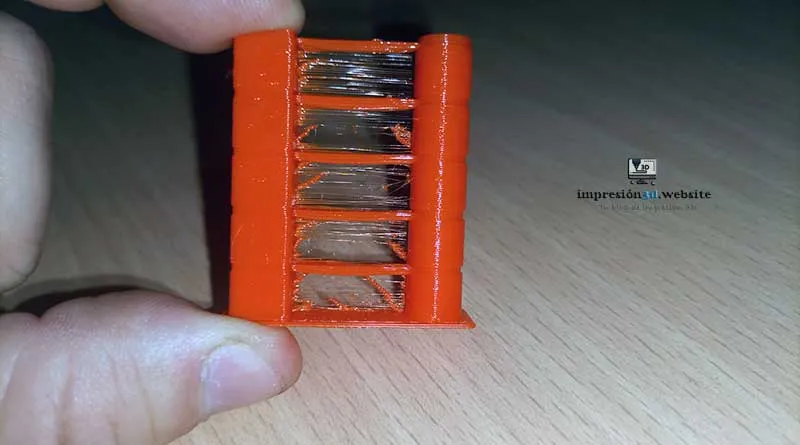
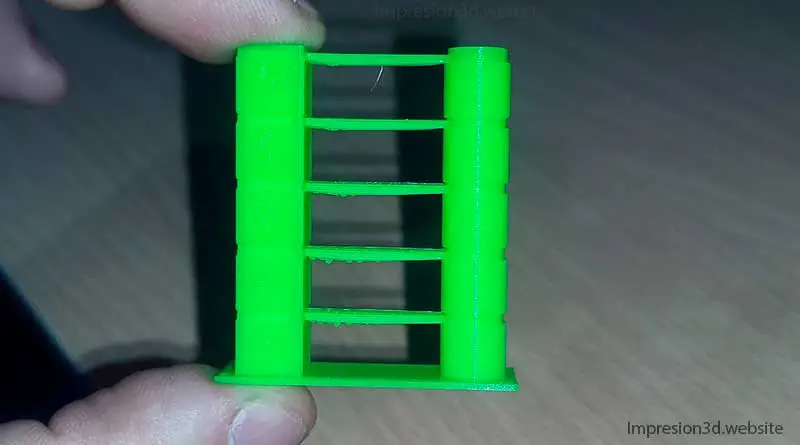
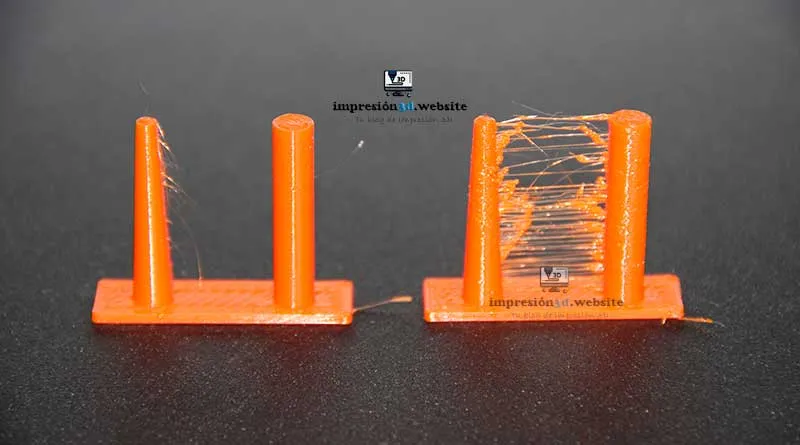
Stringing is the formation of plastic threads during the 3D printing process.
These threads leave an unsightly, unprofessional look and require post-processing to manually remove.
These «strands» in 3D printing are very common and are caused by a number of factors, which I will list and explain below.
How to avoid threads in 3D printing
If your 3D printer leaves many threads in the print it is because you may have moisture in the filaments, the configurations of shrinkage and temperature they may be wrong.
In addition, other factors such as having the dirty mouthpiece and the poorly leveled bed can promote the formation of threads in your prints.
To avoid threads in 3D printing you must:
- Activate and configure retractions (in treatment).
- Activate Combed Mode (in treatment).
- Set up travel speed (in treatment).
- Activate Cooling (in treatment)
- Setting the Print Speed (in treatment)
- Choosing the optimal temperature for your filament (in treatment).
- Remove moisture from the filaments.
- Clean the extruder nozzle.
- Correctly level the print bed.
- Check that the Bowden tube couplings are not broken.
- Lubricate the bowden tube.
Enable and configure retraction settings
One very important thing is to have the retraction settings activated in your favorite Slicer, (in my case it is Cura).
These settings determine the distance and speed at which the filament coming out of the nozzle will be «retracted» before the extruder moves to another point on the print bed.
This is important because if not activated or configured correctly, the nozzle will continue to lose filament when moving between the walls of the print.
What is retraction in a 3D printer
Normally the extruder's Nema motor is responsible for pushing the filament through the Bowden tube, which passes through the hot nozzle while the extruder carriage moves, forming the walls of the print.
Retraction in a 3D printer is the movement of the extruder that, instead of pushing, «pulls the filament back» in order to relieve pressure on the filament at the print nozzle.
The moment the nozzle must move from one point to another, the extruder must stop pushing the filament and retract it backwards to prevent the filament from continuing to ooze out of the nozzle.
Stopping pushing the filament and retracting it should release the pressure on the nozzle, thereby preventing plastic threads from forming when moving between two points.
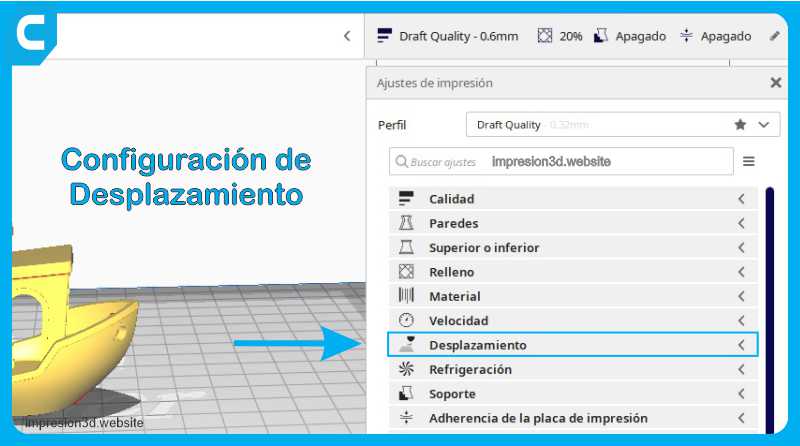
How to enable and configure retraction in Cura
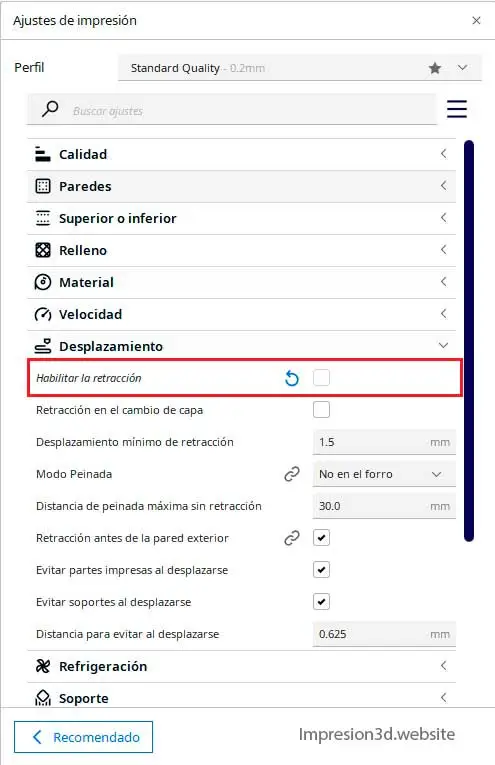
In Cura print settings Go to the «Scroll» tab» and select «Enable retraction».
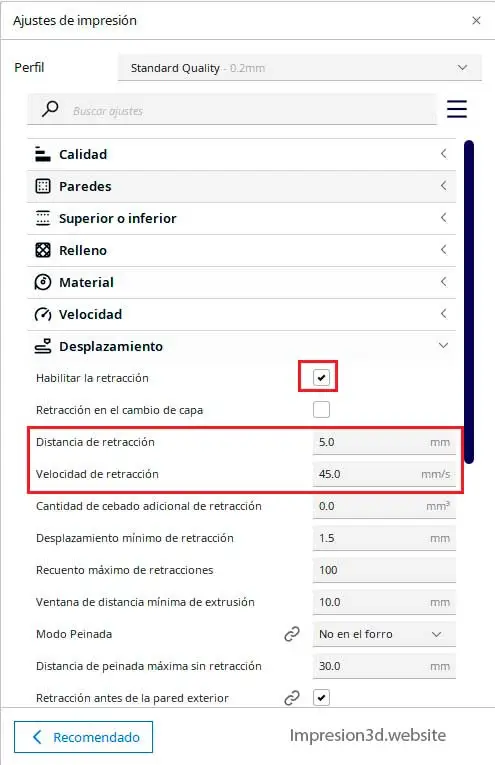
When you select «Enable retraction» Additional options such as «Retraction distance» and «Retraction speed» will appear»
These options will allow you to configure how fast and how far the filament will be retracted before the extruder carriage moves to another point.
The default settings in Cura may vary depending on the 3D printer you have, but in the latest versions of Cura the default settings are pretty accurate.
The default retraction settings in Cura for an Ender 3 are:
- Retraction distance: 5.0 mm
- Retraction speed: 45.0 mm/s
I also recommend doing retraction tests to get the best settings for your printer.
The important thing when doing a retraction test is not to change multiple values at the same time. Change only one value, for example the retraction distance, and observe the results.
Then when you are satisfied with a value you can leave it fixed and modify another, such as the retraction speed for example.
This would involve printing several tests until the optimal parameters are found.
How to print a retraction tower
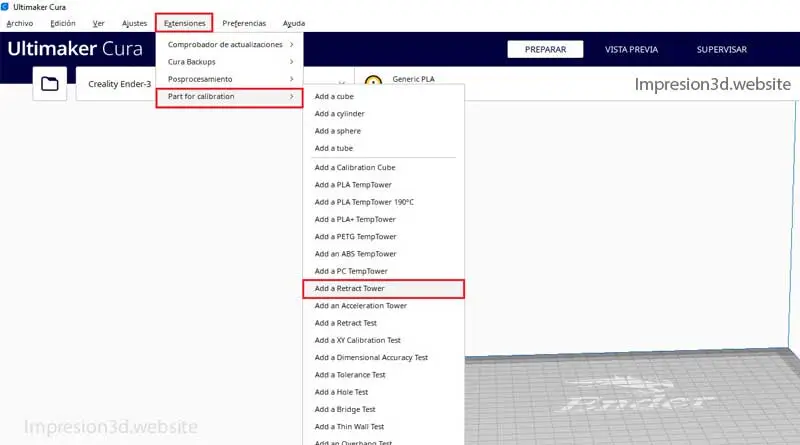
If you already have the «Calibration Shapes» plugin installed In Cura, go to the menu => Extensions => «Part for calibration» and select: «Add a retract tower»
If you don't have it installed you can see how to install it step by step in the post Temperature tower: Better quality in your 3D prints
Or you can download one from Thingiverse from Here
Once you have your model in Cura Go to the menu => Extensions => Post-processing => «Modify G-code»
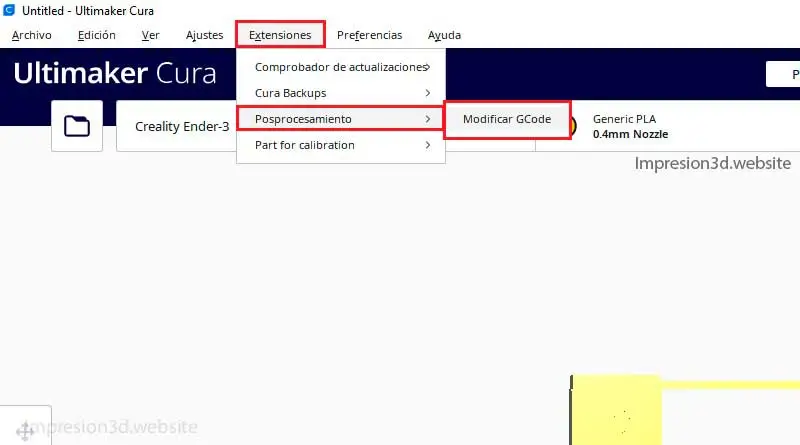
Add a new command sequence, and select «Retract Tower«
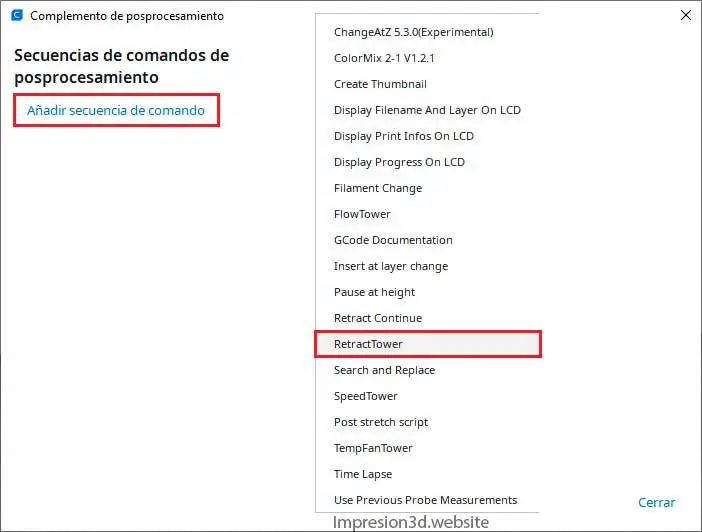
On the right side of the window you will have all the options available for the retraction tower command.
Set Retraction Distance
You will have two options, Speed and Distance.
I'm going to choose distance for this example and the values will be as follows:
- Command: Distance
- Starting Value: 1 (this value would be the retraction distance 1 mm)
- Value Increment: 1 (This would be the distance value that would be added as the section moves up)
- Change layer: 40 (This is the layer where section 1 changes)
- Change Layer Offset: 4 (These would be the base layers of the model)

Print the retraction tower with the default settings for the type of filament you are using, with a layer height of 0.2 mm
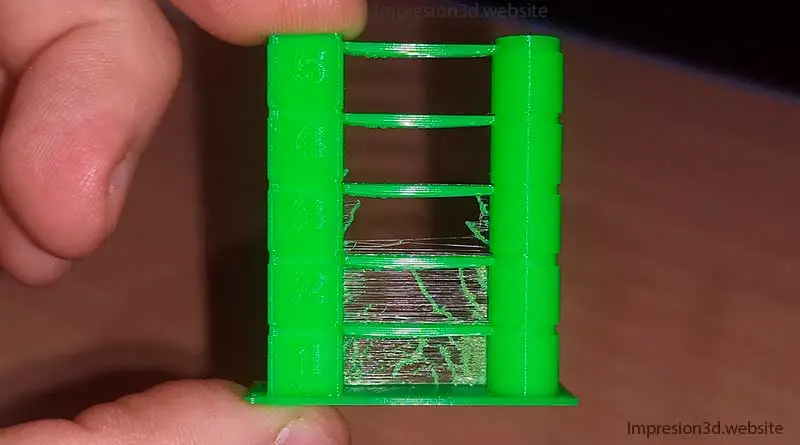
Look at the retraction tower and see which section has no threads.
The section that does not have printed threads will be the best retraction distance option for your printer.
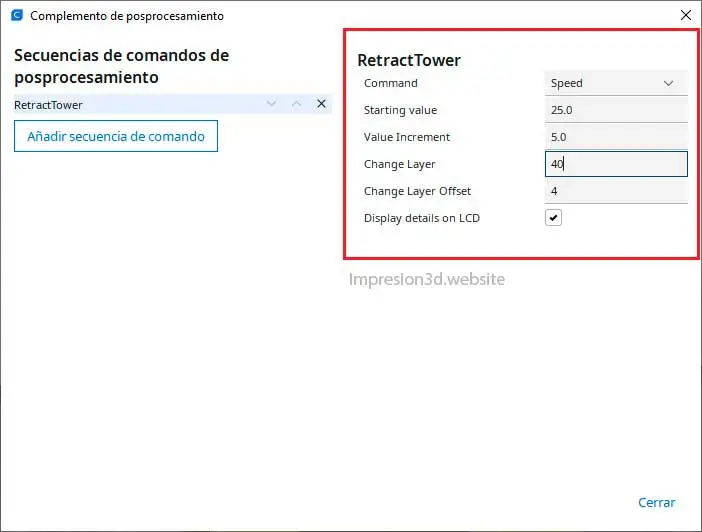
Set Retraction Speed.
If you want, you can also repeat the process but choosing the speed option.
- Command: Speed
- Starting Value: 25.0 (this value would be the retraction speed 25 mm/s for the 1ra section)
- Value Increment: 5.0 (This would be the speed value that would be added as you go up each section)
- Change layer: 40 (This is the layer where section 1 changes)
- Change Layer Offset: 4 (These would be the base layers of the model)
As before, remember not to change any other values. The only values that need to change are those in the script window, so don't change anything else for now.
Print the model with the same settings as before and with a layer height of 2mm
See which speed gave you the best results and leave that as the default retraction speed.
Activate Hairstyle mode in Cura
One trick that can help you avoid stringing in 3D printing is the «Comb Mode» in Cura.
Normally, to save time, the Slicer will look for the shortest and fastest path to move the nozzle in a straight line to the next point.
While this may seem like a good thing (since you'll be using less printing time), it can actually lead to stringing in your print.
What is the hairstyle mode
Combing mode is an option in Cura settings that will direct the nozzle inside the printed areas as you move.
In the event that the nozzle were to ooze filament, The plastic threads would remain inside the printed model and not outside.
Enabling this option will make the offset movements slightly longer, but will reduce the need for retractions.
To enable comb mode in Cura, go to the extrusion settings => Comb Mode => «Not on the liner»
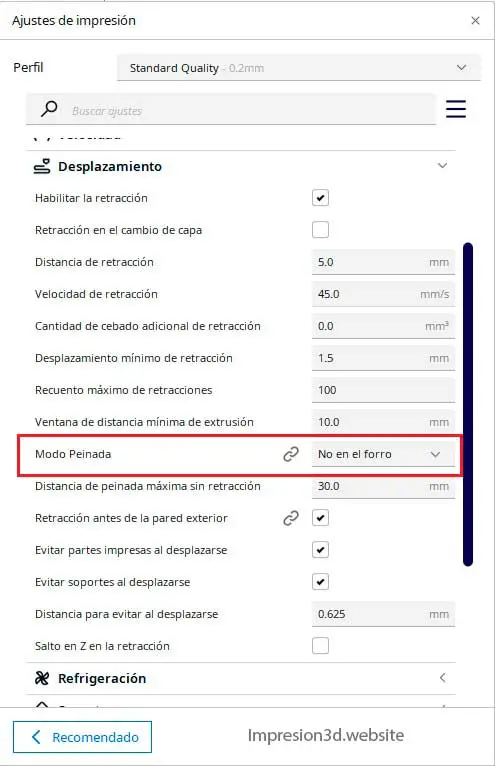
With this option enabled you will be able to reduce the chances of leaving threads in your 3D prints.
Set scroll speed
The travel speed in Cura is the speed at which the nozzle will move from one point to another, when it is not printing.
This speed is important because if the molten filament is low in viscosity it can drip out of the nozzle during the travel of the travel.
To prevent this from happening it is best to set a faster scroll speed.
In Cura these speeds may come by default, but it is still important to check if they are correct.
Make sure you have the printer in good condition, clean with all its hex nuts and belts tight, since at high speeds the movements can be a little abrupt.
Set the travel speed in Cura above 120mm/s and up to 150mm/s, this may depend on the type of printer you have and its capabilities.
- Travel speed: 150mm/s
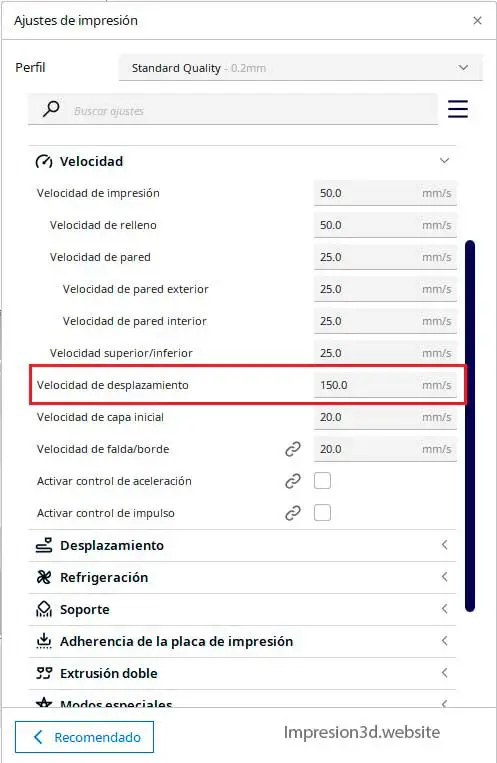
I have my Ender 3 and Ender 3 Pro printers set to 150mm/s travel speed and they work great.
Enable Print Cooling
Layer fans play a very important role during printing, as they are responsible for cooling the filament deposited on the printing plate.
Sometimes it happens that by using different configurations we can forget to activate the cooling, and in the case of some low viscosity filaments it can be harmful, since strings will be produced in the print.
With some technical filaments recommend deactivating ventilation because there is better adhesion of layers, but this is not a law
If you forget to activate ventilation with other filaments such as PLA you will surely have strings.
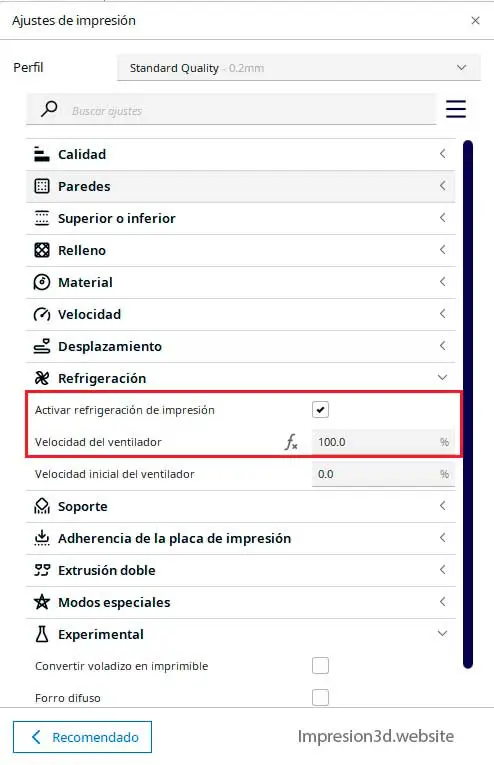
Try turning on cooling for PLA and PETG at 100%
- Enable print cooling: Yes
- Fan speed: 100.0 %
Setting the Print Speed
The maximum printing speed will depend on each 3D printer, since there are some equipped with displacement rails and are much faster than the others.
For budget 3D printers like the Ender 3, the most common printing speed is between 50 mm/s and 60 mm/s.
The important thing to note at this point is that the melting temperatures of 3D filaments are directly proportional to the printing speed.
For example: You cannot set a high fusing temperature and use a Super Slow print speed.
Imagine using a temperature of 230°C for a PLA filament and a speed of 10mm/s for the entire print.
This could not happen because printing at that speed would take a long time and Also because the filament would not stop oozing out of the nozzle., leaving a bunch of threads.
Find a print speed that you like, that you feel comfortable with, and that your 3D printer can respond to with good quality work.
On an Ender 3 my standard speed is 50mm/s
- Printing speed: 50.0 mm/s
- Filling speed: 50.0 mm/s
- Wall speed: 25 mm/s
- Travel speed: 150mm/s
- Initial Layer Speed: 20mm/s
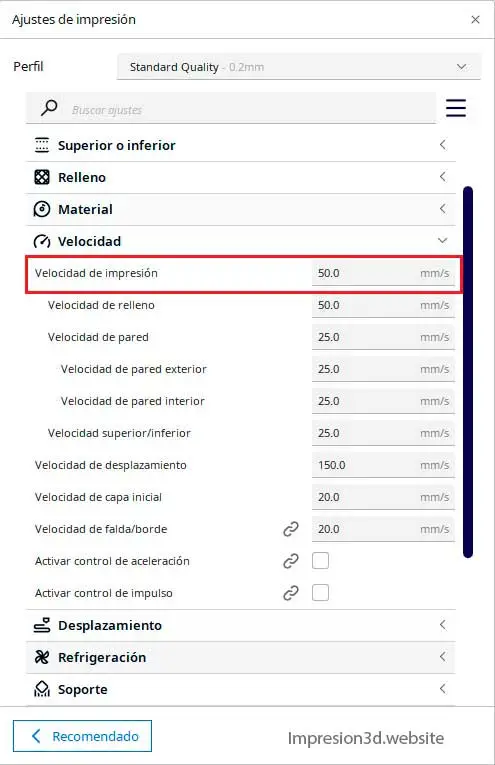
In this example the only exceptions are the first layer and the speed of the walls.
But the general speed is 50 mm/s and the travel speed is 150 mm/s which would be the most important part.
Choosing the optimal temperature
Choosing the best melting temperature for your filaments It is one of the most important points of this publication, since is one of the reasons why threads are produced in 3D printing.
Excessive temperature with poor or no cooling can cause the filament to produce many strands when printing 3D.
Do you know what the optimal temperature is for the filament you are currently using?
Most people use the temperatures recommended by the manufacturer, which is fine since they are the ones who have done the testing and know the limits of their own product.
The issue is that the manufacturer did not do those tests with you printer, that's why provide a temperature range for PLA filament that can range from 190 °C to 230 °C for example.
The important thing is that you know what the optimal temperature is for YOUR printer.
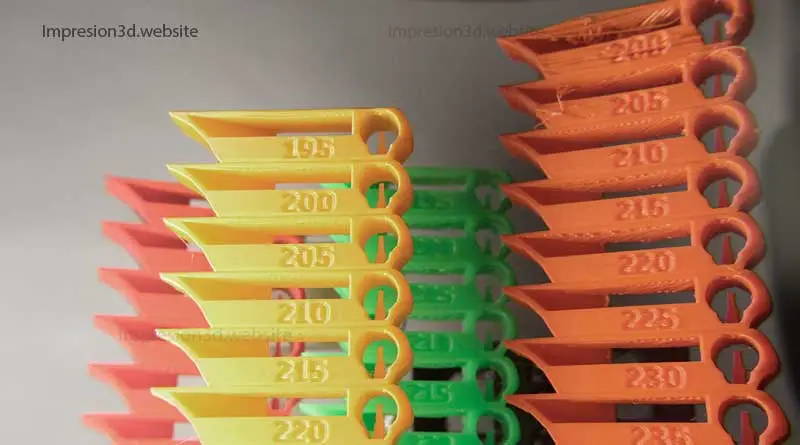
The best way to know what is the best temperature for a 3D filament whether it is PLA, PETG, or NYLON is make a temperature tower without a doubt.

If you don't know how to make a temperature tower, I tell you that in this blog I have a dedicated post, where I show you with images how to make a temperature tower and with photos of the examples made by me.
So once you know what the best melting temperature is for your filament with your 3D printer, you should always use it for that filament.
Remove moisture from the filaments
Did you know that filaments have hygroscopic properties? Well, a large percentage of errors in your prints are due to this, which means that you should give it some importance.
3D printing filaments can absorb moisture from the environment and cause all kinds of errors in your work, including stringing.
When I learned about all the problems that filament moisture could cause, I could understand why I had so many 3D printing failures.
The two most common ways to dry filaments are:
- Drying box for 3D printing filaments
- Oven.

In the post: Humidity in 3D printing filaments: Main consequences I make a list of the best ways to preserve the filament rolls to prevent them from getting damp.
Once you have removed the moisture from the filaments, the chances of having threads in your prints will be significantly reduced.
I invite you to visit it and take your time to read it, since that publication can solve a HUGE part of your 3D printing errors, including stringing or threads in 3D printing.
Clean the extruder nozzle
It doesn't seem like a big deal (as if having threads in the prints was due to having a dirty nozzle, right?) but yes, having a dirty nozzle does have a lot of influence.
Have you ever stared at your nozzle while it extrudes filament? Maybe during the first layer you noticed a little ball of molten plastic stuck to the nozzle. Has this ever happened to you?
That little plastic ball will move from one side to the other, rotating around the nozzle, sometimes leaving threads in the print (especially with Petg filament) and other times sticking to one of the external walls of your model.
I know that many people do not give importance to cleaning the mouthpiece, but believe me, it does.
And I think so much that I even have A post about all the ways to clean a nozzle.
I personally believe that the best way to keep a clean mouthpiece is not to let it get dirty, that is, Cleaning before and after using the printer.

As easy as taking a small cloth or paper napkin (being very careful not to burn yourself) and cleaning the nozzle before and after printing your model.
I know it doesn't seem like much, but trust me, having a clean printer nozzle can make all the difference.
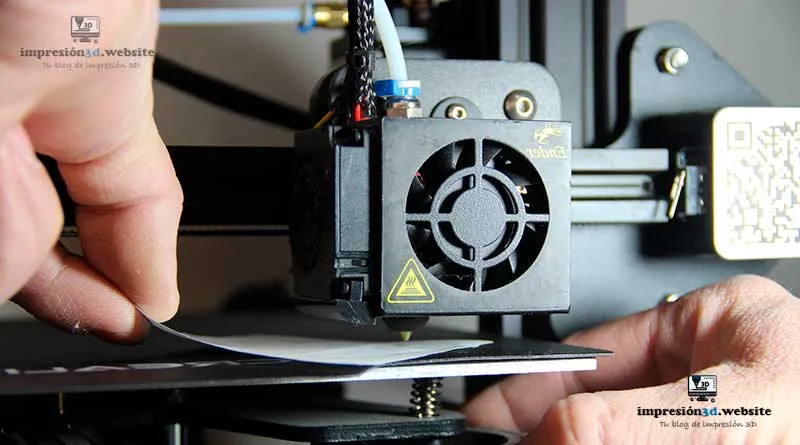
Correctly level the print bed
For some, leveling the print bed may be easy, but for others it may be a bit more difficult, as they do not fully understand how far the nozzle should be from the build plate.
The reason I put this item on the list is because A nozzle that is too close can cause excess plastic to be deposited on the print bed, as if it were a flash that comes out on the first layer.
If the nozzle is even closer and the speed of the first layer is slow, it's possible that the filament will start to «leak» out of the nozzle, also generating that little ball of plastic I was talking about above.
The goal then would be to learn to level the bed perfectly, so that there is no excess filament escaping through the nozzle forming plastic balls.
Correctly leveling the print bed is vital, as The success of your prints will depend on the first layer.
I leave you a link to a publication about How to properly level the print bed, using as examples an ender 3 and an ender 3 pro.
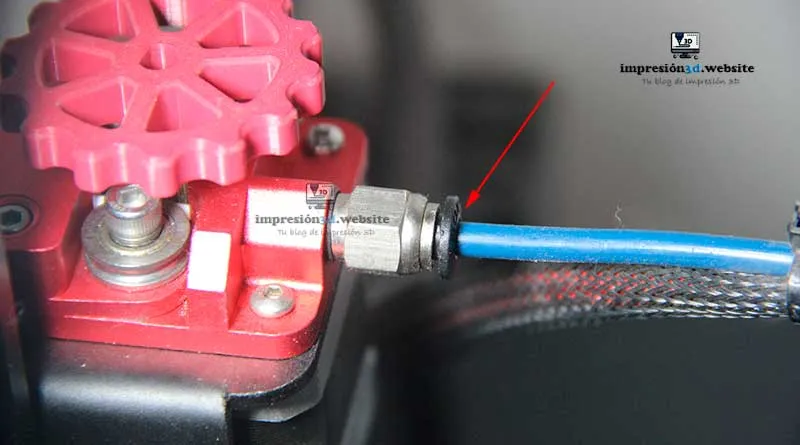
Check bowden tube connectors
And even though it may not seem like it, a fault can have multiple origins.
A very common fault that can cause threads to appear in prints is the breakage of the couplings that attach the Bowden tube to the extruder and the Hotend.
Pneumatic couplings or connectors for 3D printers can break and for this reason the Bowden tube can give way, moving from one side to the other.
This fault can cause the retractions to not work properly and the filament to continue oozing out of the nozzle.
In addition to stringing, a broken pneumatic connector can cause other types of failures during printing.
In the event of a complete break, the Hotend would continue printing in the air, since the extruder would not be able to push the filament through the bowden tube.
In the publication «filament does not come out of the extruder»Let me tell you a little more about this.".
Make sure the printer's pneumatic connectors (the ones that connect the Bowden tube) are working properly and that the ends of the tube aren't loose or moving back and forth.
Lubricate the Bowden tube
When you have already done all of the above and you still have threads in your prints, there is a trick that can help you out of the jam.
Imagine you've already done all of the above, dry filaments, leveled printer, clean or new nozzle, tight or new connectors, retractions and other Cura settings correctly configured and you still have strings in your prints.
You only have one option left and that is lubricate bowden tube.
I think that having all the above done it is very difficult to have threads or strings with the PLA filament, but the problem seems to me that it may come from using PETG filament, since due to its composition it is more prone to form threads.
When you have to lubricate the Bowden tube it can be a warning that you probably need to replace it, or perhaps trim off the burnt part that rests on the nozzle. Either way this trick will work if you need to get out of a tight spot.
Let's see how to lubricate the Bowden tube:
Step 1:
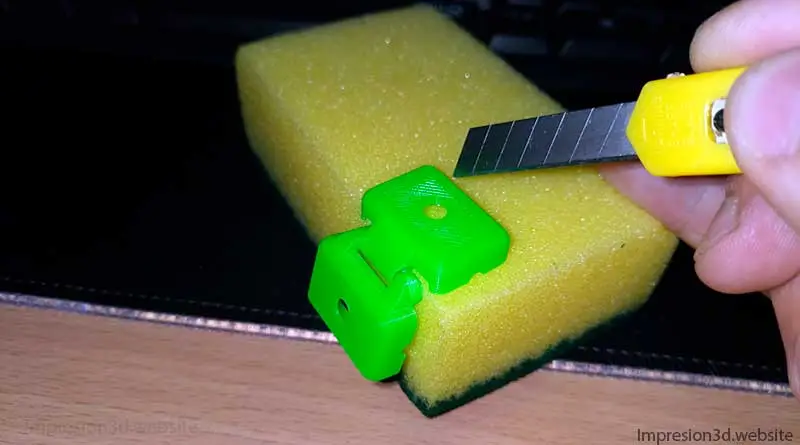
Download and print a filament cleaner from Thingiverse, if you already have it you can skip this step.

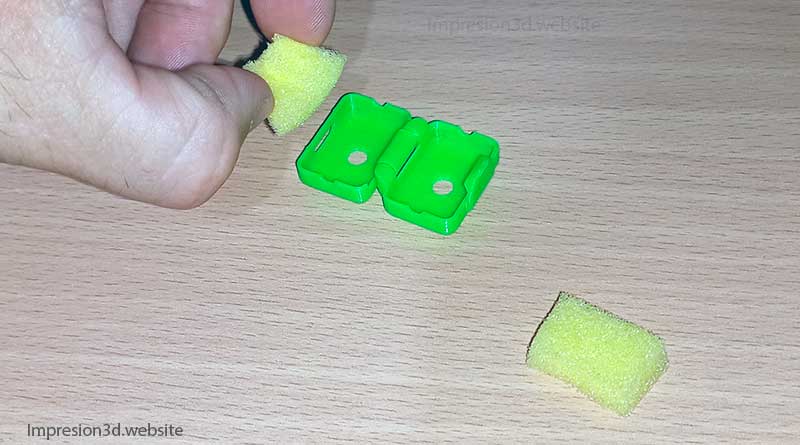
Step 2:
Find a sponge and cut it to the correct size so that it will fit into the cleaner you printed on.
Step 3:
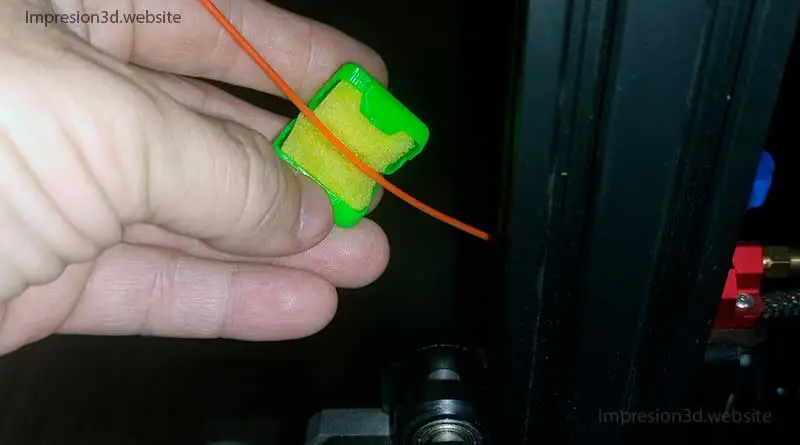
Dampen the sponges with olive oil, just a couple of drops on each side will do.

Step 4:
Put the cleaner on the filament before entering the extruder
step 5
Heat the nozzle and extrude 100mm of filament

Step 6:
After extruding 100mm of filament remove the cleaner with the sponges and print a retraction test.
Once you have completed the retraction test, make a comparison to see if all your efforts have been worth it.
YouTube channel: CHEP (Activate subtitles)
Last conclusions
I think that the problems that cause stringing or threads in the prints can be classified into three parts: Mechanical (specific to the printer), Software (specific to the laminator) and environmental (Humidity in the filaments)
So there is not just one reason why the threads occur, but rather there are several, and range from laminator adjustments to printer maintenance and proper filament storage.
While not all printers are the same (some with bowden tube and others with direct extrusion) The tests I have mentioned in this post are valid for all of them.:
- temperature tower
- Tower for retraction distance.
- Tower for Retraction Speed.
- Test for retraction test
I leave as a summary a list with all the problems and solutions.
Problem List:
- Threads in 3D printing are formed due to a Printing temperature too high.
- The incorrect retractions can promote the appearance of threads in 3D printing.
- Incorrect settings in Cura, as cooling and speed can generate threads in the prints.
- The Moisture absorbed by the filaments can generate threads and other printing problems.
- The dirty nozzles They gather molten filament that breaks off and forms threads in 3D printing.
- A nozzle too close to the bed printing can collect molten filament in the nozzle and form threads.
- Bowden tube can be detached or slipping off the pneumatic connectors causing problems, including the Threads.
- The part of the Bowden tube that rests on the mouthpiece it can burn and cause problems.
solution list in order of importance:
1- Humidity:
Remove moisture from your filament: If your 3D printer is shedding strings and your filament isn’t new, then the first thing you should do is dry your filament and find a way to store it so it doesn’t absorb any more moisture.
2- Temperature:
Find the perfect temperature: You shouldn't take any further steps until you know what the proper temperature is for the type of filament you're using. Print a temperature tower and choose the best one to always use with that filament.
3- Level the bed:
Aim for perfection: No matter what you do, if your print bed is not perfectly level you won't get very far, the success of all your prints depends on this step.
4- Clean the Nozzle:
Clean the Nozzle before and after printing: It is very common to forget about the nozzle, everyone always worries about cleaning the print bed to have better adhesion, but they forget about the nozzle.
5- Pneumatic Connectors:
It goes unnoticed, it's something that happens and you won't notice unless you look at the bowden tube couplings. Does the tube come loose from the couplings, move back and forth?
If so, replace the connectors with new ones.
6- Burnt Bowden tube:
Another common fault is that the tip of the bowden tube burns on the part that supports the nozzle.. This can generate all kinds of failures, being the Sub extrusion the most common in printers such as the Ender 3.
Cut the burned part or change the Bowden tube for a new and better quality one.
7- Cure Settings:
Set the retractions correctly, activate the combed mode (the option: Not on the liner), use the temperature chosen in point 2, activate the cooling (layer fans) and use a correct travel speed.
Related Posts:
If you missed it above, here is a list of the publications I mentioned throughout the article.
Be sure to visit them because they can be of great help to you.
1- Humidity in 3D printing filaments: Main consequences
2- Temperature tower: Better quality in your prints 3D.
3- How to Properly Level Your 3D Printer Bed
4- How to clean the nozzle of the 3D printer (All options).


Responses