Mejores configuraciones de Cura para principiantes
Las mejores configuraciones de Cura te permitirán realizar mejores impresiones 3D con menos errores y una mejor relación de tiempo/calidad.
Ultimaker cura es una aplicación de software diseñada para trabajar con impresoras 3D, es software gratuito y lo podrás encontrar siguiendo este enlace.
Ajustes de Impresión
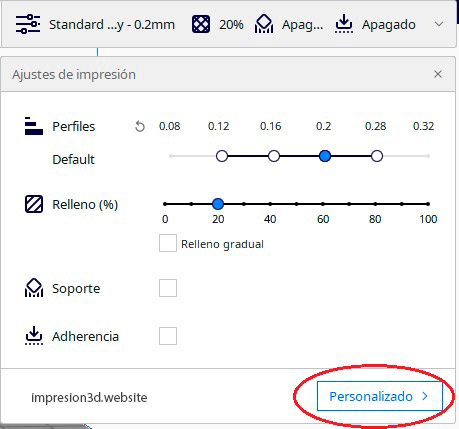
En los Ajustes de impresión, si es la primera vez que abres Cura, deberás seleccionar la opción de personalizado.
De esta manera se abrirán más opciones que te permitirán realizar cambios en los ajustes de impresión.
Una vez hecho esto se nos abrirá una ventana con muchas opciones, las cuales iremos viendo una por una.

Calidad
La calidad está determinada por la altura de capa, una altura de capa incorrecta puede ocasionar errores y resultados no deseados.
Capas más finas = mejor calidad = mayor cantidad de horas de impresión
Capas más gruesas = menor calidad = menos horas de impresión
Mi recomendación es, a no ser que sea una excepción, la de encontrar un punto medio en la relación de tiempo/calidad.
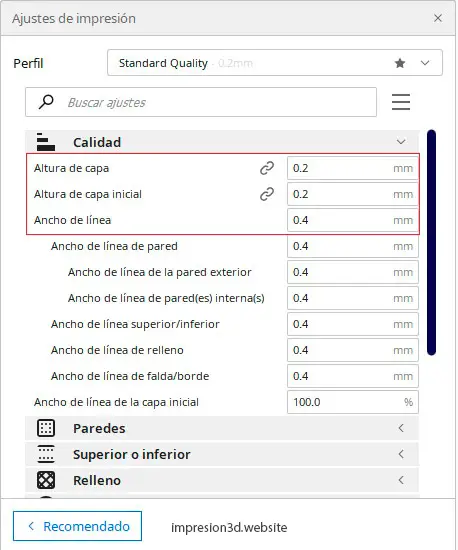
En esta pestaña, vas a modificar solamente 3 opciones: Altura de capa, Altura de capa inicial y Ancho de línea.
- Altura de capa: 0.2
- Altura de capa inicial: desde 0.16 a 0.2
- Ancho de línea: 0.4 (Debe ser igual al diámetro de tu boquilla o nozzle)
En altura de capa vas a elegir la altura de capa de toda la impresión completa, de inicio a fin, según la calidad de tu gusto. El punto medio en relación tiempo/calidad sería una altura de 0.2 mm porque las capas de la impresión no se notan tanto y el tiempo es considerablemente menor que con capas más finas.
Altura de capa inicial hace referencia a la primera capa, la cual es una de las más importantes de toda la impresión. Esta altura no puede ser inferior a 0.16, a no ser que ya seas un experto y tengas un control absoluto del extrusor y una cama perfectamente nivelada.
Una altura de capa inferior a 0.16 puede causar atascos, ya que al estar la boquilla tan pegada no permitirá que el filamento salga de forma correcta, causando que se salten pasos del extrusor, haciendo el tan famoso ruido «Tac Tac Tac» entre otras fallas.
El Ancho de línea será fácil configurar, ya que siempre deberás colocar el tamaño de la boquilla que tengas instalada en el Hotend. Si la Boquilla es de 0.4 entonces, ese es el tamaño del Ancho de línea. Si no lo es entonces pondrás el que tengas.
Paredes
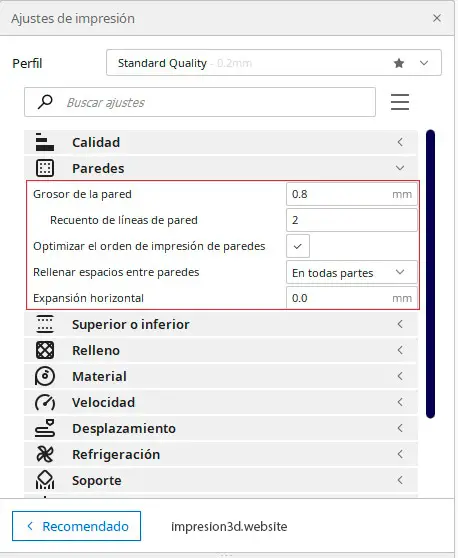
Este ajuste se puede configurar en milímetros desde Grosor de pared, o en cantidad de paredes desde recuento de líneas de pared.
Mientras más paredes tenga una impresión, más dura y más sólida será, pero también tardará más tiempo en imprimirse.
Más paredes = mejor dureza = mayor cantidad de horas de impresión
Menos paredes = menor dureza = menos horas de impresión
Mi recomendación en general, sería la de utilizar entre 2 y 4 paredes y complementar con el relleno. Pero al final siempre será tu decisión.
- Grosor de pared: 0.8 mm (para boquillas de 0.4)
- Recuento de líneas de pared: 2
- Optimizar el orden de impresión de paredes: Poner tilde
- Rellenar espacios entre paredes: En todas partes.
- Expansión horizontal: 0.0 mm
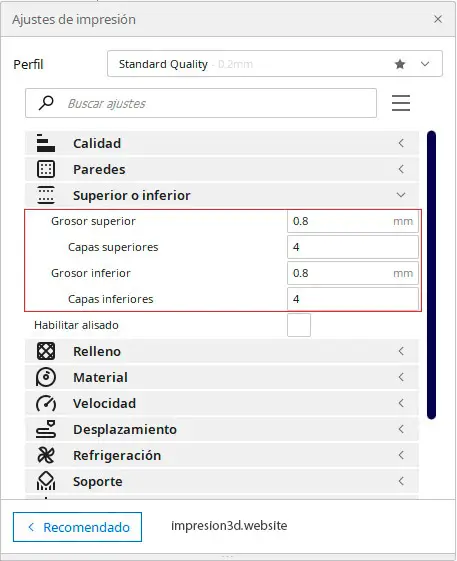
Superior o inferior
Hace referencia a la cantidad de capas que vamos a poner arriba y abajo. La cantidad elegida por defecto me parece muy bien, pero se puede cambiar de ser necesario y poner la cantidad que quieras.
- Grosor superior: 0.8 mm
- Capas superiores: 4
- Grosor inferior: 0.8 mm
- Capas inferiores: 4
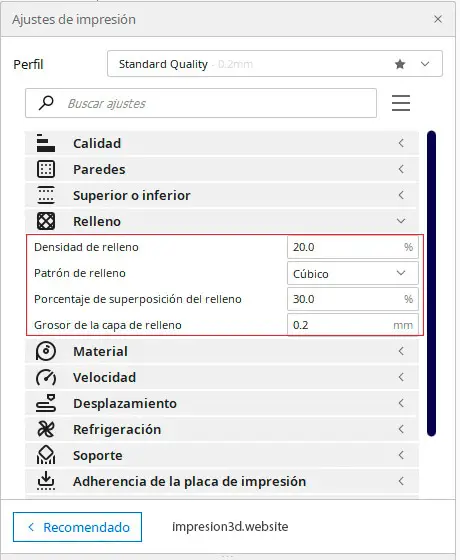
Relleno
Una pieza puede ser hueca o puede ser sólida, esto lo va a determinar la cantidad de relleno que elijamos para nuestras piezas.
Si imprimes estatuillas o maquetas quizás no necesites tanto relleno, pero si en cambio realizas piezas técnicas, que necesiten realizar algún tipo de fuerza o soporte, entonces si usarás un relleno más denso de acuerdo a tus necesidades.
La cantidad de relleno influirá en el tiempo de impresión de forma directa.
Más relleno = Más tiempo de impresión
Menos relleno = Menos tiempo de Impresión
Como regla general, en las configuraciones de Cura colocarás entre un 20% y 25% para cualquier tipo de impresión. Esto lo podrás modificar en cualquier momento en la medida que vayas aprendiendo.
- Densidad de relleno: 20.0 %
- Patrón de relleno: Cúbico
- Porcentaje de superposición de relleno: 30.0 %
- Grosor de la capa de relleno: 0.2 mm (el mismo de la altura de capa)
Material
Aquí vas a ver todo lo referente a la temperatura de impresión y esto estará directamente relacionado con el tipo de material que utilices.
El PLA, PETG, NYLON van a utilizar temperaturas completamente distintas, por eso será importante saber con cuál material es con el que trabajas, ya que inclusive las temperaturas de la cama caliente también serán distintas.
- PLA = 200
- PETG = 230°/60°
- NYLON = 250°/100°
Estas son números generales, cada tipo y marca de filamento puede variar inclusive de color en color. Siempre deberás prestar atención a las temperaturas recomendadas por el fabricante.
Yo te recomiendo descargar una torre de temperatura desde Thingiverse y seguir el tutorial en la siguiente publicación: Torre de temperatura: Mejor calidad en tus impresiones 3D
Para PLA utilizarás estos parámetros.
- Temperatura de impresión: 205.0 °C
- Temperatura de Impresión de la capa inicial: 205.0 °C
- Temperatura de impresión inicial: 205.0 °C
- Temperatura de impresión final: 205.0 °C
- Temperatura de la placa impresión: 50.0 °C
- Temperatura de la placa en la capa inicial: 50.0 °C
- Flujo: 100.0 %

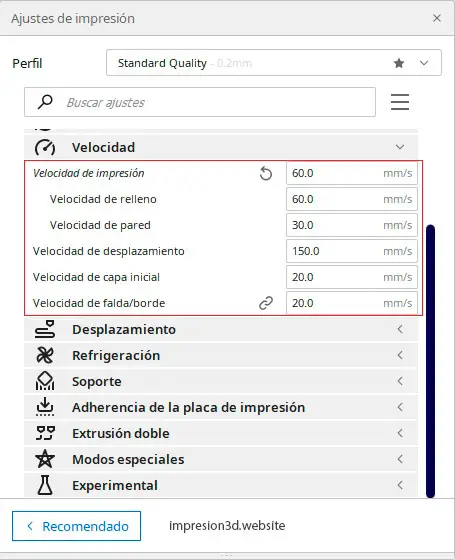
Velocidad
La velocidad también cumple un rol a la hora de determinar la calidad de una pieza impresa. Y es que, basándonos en el tipo de impresora que tengamos y al tipo de filamento que usemos, a mayor velocidad vamos a perder un poco de calidad, de no ser que ya seas un usuario avanzado y sepas modificar ciertos parámetros necesarios.
Si tuviera que recomendar una velocidad de impresión para principiantes, que tenga buena relación tiempo/calidad, tendría que estar entre los 50 mm/s y los 60 mm/s. Por encima de estos valores ya los recomendaría solo para realizar pruebas y conocer verdaderamente cuáles son los límites de tu impresora, en la relación tiempo/calidad.
- Velocidad de impresión: 60.0 mm/s
- Velocidad de relleno: 60.0 mm/s
- Velocidad de pared: 30.0 mm/s
- Velocidad de desplazamiento: 150.0 mm/s
- Velocidad de capa inicial: 20.0 mm/s
- Velocidad de falda/borde: 20.0 mm/s
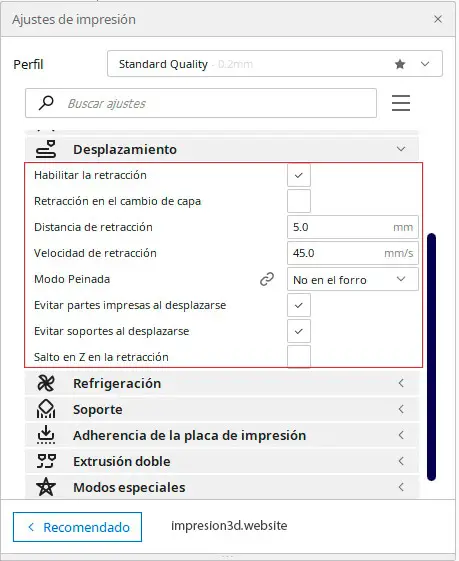
Desplazamiento
Hay muchas opciones en desplazamiento, pero por ahora que estás recién comenzando vamos a utilizar las siguientes opciones:
- Habilitar retracción: Marcar tilde (importantísimo)
- Distancia de retracción: 5.0 mm
- Velocidad de Retracción: 45.0 mm/s
- Modo peinada: No en la superficie exterior, o en Todo
- Evitar partes impresas al desplazarse: Marcar tilde
- Evitar soportes al desplazarse: Marcar tilde
- Salto en Z en la retracción: No marcar
No usar la opción de habilitar retracción puede ocasionar la formación de hilos de plástico en toda la impresión, algo que es bastante molesto de limpiar.
Las distancias de retracción son las más comunes para utilizar con PLA, aunque puede haber otros factores que causen la formación de hilos en las impresiones, dependiendo del material y la cantidad de humedad que hayan absorbido, así como no usar una correcta ventilación.
Para complementar mejor te invito a leer las siguientes publicaciones: Hilos en impresión 3D (y como evitarlos) y Humedad en los filamentos de impresión 3D: Principales consecuencias
Evitar soportes y partes impresas al desplazarse puede ayudar a que la boquilla no golpee accidentalmente la impresión causando que se despegue de la base de forma accidental.
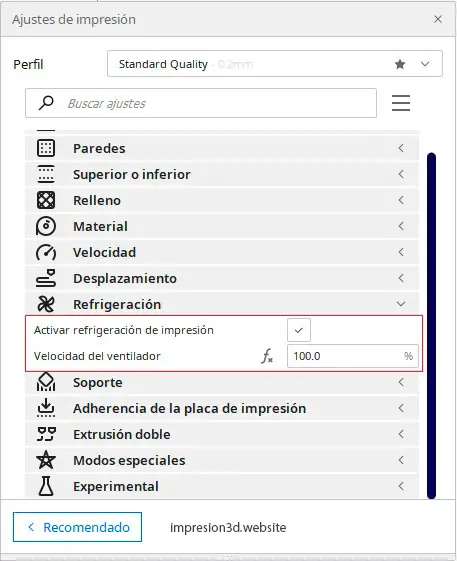
Refrigeración
- Activar refrigeración de impresión: Marcar tilde
- Velocidad del ventilador: 100 % (50% para Petg)
Soporte
Ahora, esta opción solo será necesaria en el caso de que tu impresión tenga voladizos mayores a 45° y necesiten un soporte, porque de otra manera se imprimirían en el aire y tu trabajo se echaría a perder. Si los necesitas, los activas y si no los necesitas, no.
Generar soporte: Desactivado (de no ser que los necesites). Y si los necesitas, te invito a leer la publicación: Soportes fáciles de quitar en Cura: Mejores ajustes para que no se te peguen los soportes al modelo.

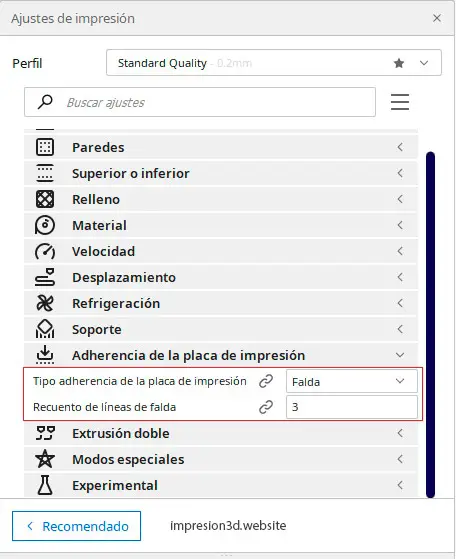
Adherencia de la placa de impresión
La adherencia a la placa de impresión cambiará de acuerdo a lo que necesitemos imprimir y al tipo de base que estemos utilizando.
En las configuraciones de Cura vas a activar una Falda con un recuento de 3 líneas, ya que cuando aprendas a nivelar bien la cama de la impresora, esas 3 líneas te servirán para saber si la cama sigue nivelada o no. (Ver más sobre tipos de adherencia)
- Tipo de adherencia de la cama de impresión: Falda
- Recuento de líneas de falda: 3
Las opciones que siguen a continuación son modos especiales y no los vas a necesitar en este momento.
Muchas de estas configuraciones de Cura vienen por defecto y muchos otros son los que modificamos.
Aun así, hay ajustes que están basados en la altura de capa, el filamento y el tamaño de la boquilla que estemos utilizando. Si cambiamos alguno de estos elementos, también cambiarán los ajustes.
Conclusiones mejores configuraciones de Cura
Las mejores configuraciones de Cura para alguien que recién comienza son las que vienen de forma predeterminada.
Aun así quise resaltar algunos ajustes que te pueden ayudar, como el de:
- No usar una altura de capa menor a 0.2 mm en la primera capa.
- Usar una superposición de relleno del 30%
- Usar una velocidad de 20 mm/s en la primera capa.
Son muchas variables, pero la intención de alguna forma es ayudar a quienes recién comienzan en esto.


Responses