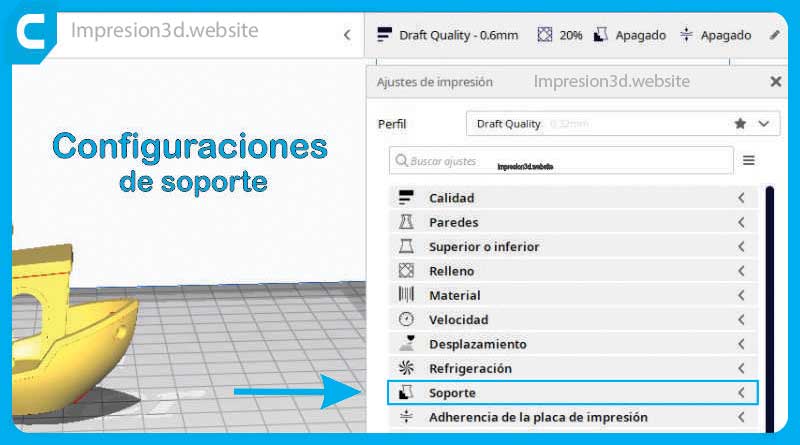
Configuraciones de desplazamiento en Cura
¡Hola! En este artículo, vas a leer sobre las diferentes configuraciones de desplazamiento en Cura. Exploraremos opciones como la retracción, el modo peinada y otras configuraciones clave para mejorar tus impresiones. ¡Comencemos!
Habilitar retracción
La retracción es una técnica utilizada en la impresión 3D para reducir el goteo o las marcas no deseadas de material durante los movimientos de desplazamiento.
Al habilitar la retracción en Cura, el filamento se retrae o se tira hacia atrás en el extrusor cuando no se está extruyendo, evitando así el goteo y mejorando la calidad de la impresión.
Retrae el filamento cuando la boquilla se desplaza sobre un área no impresa
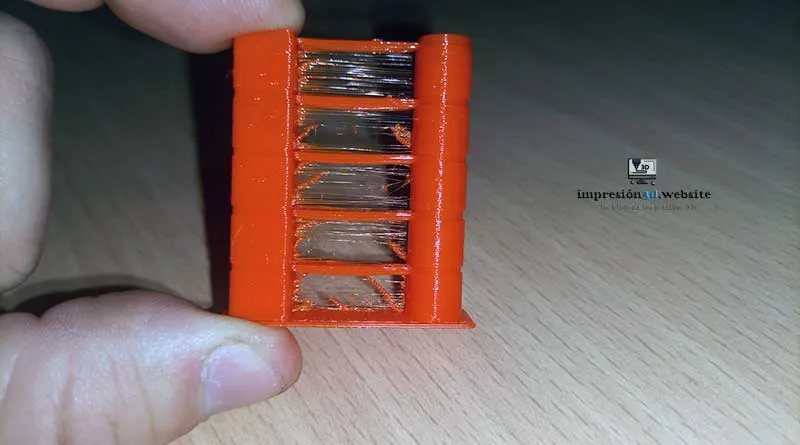
La retracción consiste en retraer el filamento cuando la boquilla se desplaza sobre un área no impresa. El uso de esta técnica es importante ya que evita la formación de hilos y, en consecuencia, da como resultado un modelo más limpio y de mayor calidad.
Por otro lado, en algunos materiales flexibles o en modelos que requieren muchas retracciones, la retracción puede provocar un desgaste o «mordido» del filamento.
Retracción en el cambio de capa
En las configuraciones de desplazamiento, también puedes configurar la retracción en el cambio de capa. Esta opción permite activar la retracción en cada cambio de capa durante la impresión.
El filamento se retrae antes de que la boquilla comience a imprimir la siguiente capa, lo que permite una transición más suave entre capas.
Distancia de retracción
La distancia de retracción se refiere a la cantidad de filamento que se retrae en el extrusor durante el movimiento de desplazamiento.
Es la distancia en milímetros a la que se retrae el material de la boquilla.
Una retracción larga crea más tensión, toma tiempo y disminuye el rezumo de material. Por otro lado, una retracción corta tiene más probabilidad de rezumar, pero el material está seguro y el tiempo es más corto. Es importante ajustar correctamente esta configuración para obtener los mejores resultados.
Si recién comienzas, utiliza los valores de «distancia de retracción» predeterminados por Cura (para una impresora Ender 3 = 5.0 mm)
Para impresoras 3D con sistema Bowden (donde el extrusor está separado de la boquilla), se recomienda una distancia de retracción de alrededor de 5-7 mm.
Para impresoras con sistema de extrusión directa, la distancia de retracción recomendada suele ser más baja, alrededor de 1-3 mm.
Velocidad de retracción
La velocidad de retracción determina la rapidez con la que el filamento se retrae en el extrusor.
Una velocidad demasiado alta puede causar problemas como atascos o incluso dañar el filamento causando el desgaste del material.
Por otro lado, una retracción lenta tiene una mayor probabilidad de goteo, pero protege el material.
Si recién comienzas, utiliza los valores de «Velocidad de retracción» predeterminados por Cura (para una impresora Ender 3 = 45.0 mm/s)
En general, se recomienda una velocidad de retracción de alrededor de 40-60 mm/s para impresoras con sistema Bowden y de 20-40 mm/s para impresoras con sistema de extrusión directa.
Ajusta esta configuración en función de tu impresora y filamento específicos para obtener los mejores resultados.
Cantidad de Cebado adicional de retracción
Algunos filamentos pueden rezumar durante el movimiento de un desplazamiento, lo que significa que, después de una retracción, al mover la tobera de un punto a otro, puede expulsar y por lo tanto «perder» el plástico en la boquilla.
El cebado adicional es la cantidad de material extra que se extruye después de una retracción.
Esto ayuda a compensar cualquier espacio vacío que pueda haber quedado en la boquilla después de la retracción. Este ajuste sirve para compensar esa pérdida de plástico fundido después de un movimiento.
Por defecto para una Ender 3 el ajuste predeterminado es de 0.0 mm3
Desplazamiento mínimo de retracción
El desplazamiento mínimo de retracción es la distancia que el extrusor debe recorrer antes de que se active la retracción.
Esta configuración evita que se realicen retracciones innecesarias para movimientos cortos, lo que podría afectar negativamente a la calidad de la impresión.
Es la cantidad mínima de desplazamiento que debe recorrer la boquilla de impresión antes de que comience la retracción.
Esta configuración determina la distancia mínima . El valor no debe ser demasiado alto, ya que esto podría formar «manchas» desagradables en la impresión.
Para una Ender 3 el ajuste predeterminado es de 1.5 mm
Recuento máximo de retracciones
El recuento máximo de retracciones establece el número máximo de retracciones que se realizarán durante una impresión.
Si el recuento máximo de retracciones se alcanza antes de completar la impresión, no se realizarán más retracciones.
Esta configuración establece el número máximo de retracciones en una determinada longitud de filamento. Las retracciones que superen este valor serán ignoradas.
Esto puede ser útil para evitar tiempos de impresión excesivos.
Ventana de distancia mínima de extrusión
La ventana de distancia mínima de extrusión es una configuración que evita la retracción cuando la distancia entre movimientos de extrusión es menor que el valor establecido.
Esto puede ser útil para evitar retracciones innecesarias en áreas pequeñas de la impresión donde el goteo no es un problema.
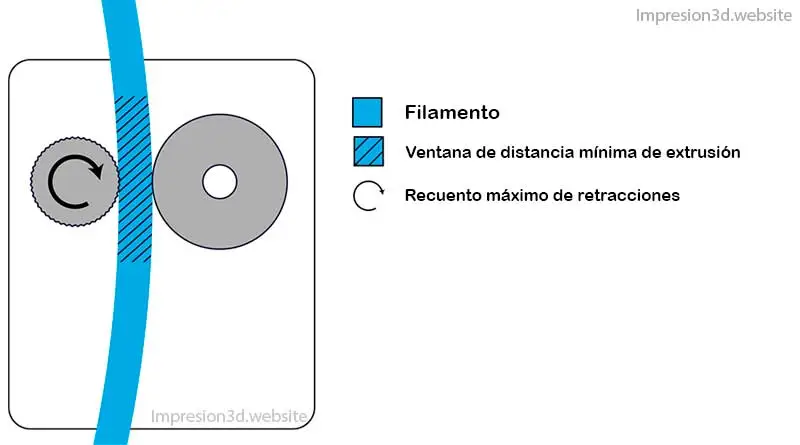
Ejemplo: si el recuento máximo de retracciones es 25 y la Ventana de distancia mínima de extrusión es 1,0 mm, se harán un máximo de 25 retracciones por filamento extruido de 1,0 mm.
Es la cantidad de filamento sobre la que se hace el recuento máximo de retracciones.
Este valor debería ser el mismo que la distancia de retracción, lo que limita la cantidad de veces que una retracción se aplica a la misma sección de filamento.
Para una Ender 3 el ajuste predeterminado es de 10.0 mm
Modo Peinada
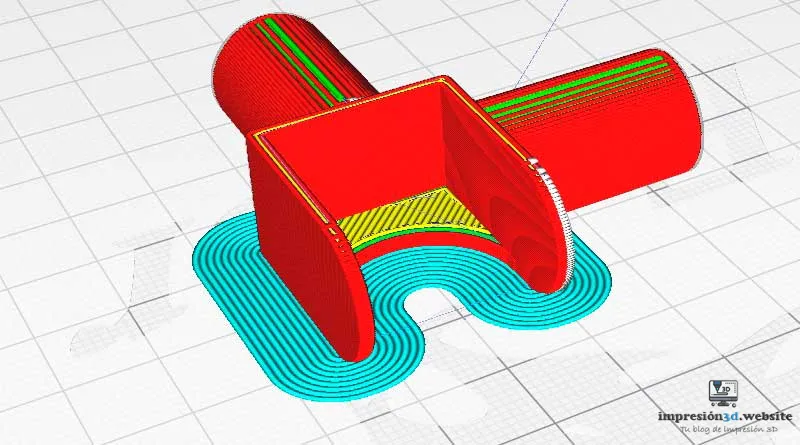
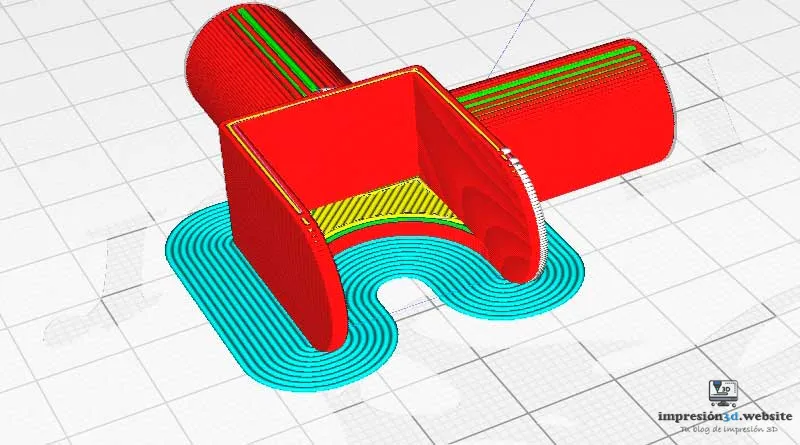
El modo peinada es una configuración en Cura que permite a la boquilla desplazarse sobre la impresión sin extruir material, evitando así posibles marcas o hilos en la superficie.
Esto da como resultado mayores distancias de recorrido, pero con una menor necesidad de retracción del material.
Reduce la posibilidad de defectos en las superficies exteriores de la impresión (Hilos), al permanecer dentro del perímetro de la impresión.
Si el peinado está desactivado, el filamento se va a retraer y el cabezal de impresión se va a mover en línea recta hasta el próximo punto.
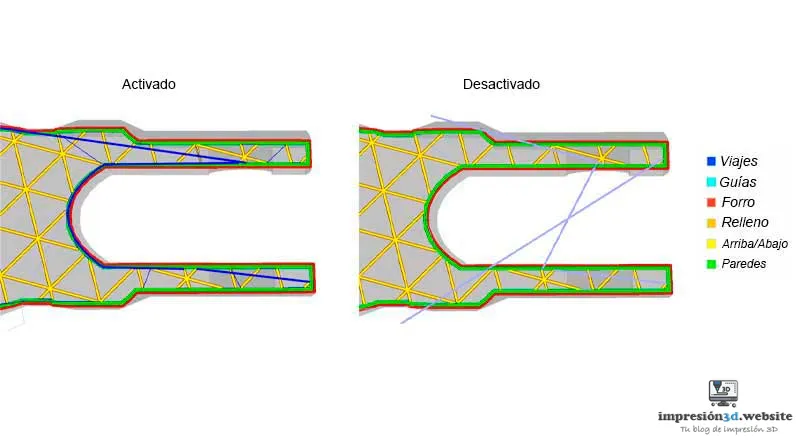
El peinado activado (izquierda) tiene movimientos de desplazamiento no retraídos dentro de los límites de la impresión.
El peinado desactivado (derecha) ha retraído los movimientos de desplazamiento y se mueve por fuera de los límites de la impresión.
Veamos las opciones disponibles en el modo peinada:
Apagado
En el modo peinada «Apagado», no se realizará ningún movimiento de peinado. Esto puede resultar en la aparición de pequeños hilos en la superficie de la impresión.
Todo
En el modo peinada «Todo», se realizarán movimientos de peinado en toda la impresión, incluyendo la superficie exterior y el relleno.
Esto puede ayudar a eliminar los hilos en la superficie, pero también puede aumentar el tiempo de impresión.
No en la Superficie exterior
En el modo peinada «No en la Superficie exterior», se realizarán movimientos de peinado en todas las áreas de la impresión, excepto en la superficie exterior. Esto ayuda a mantener la superficie exterior lo más limpia posible.
No en el forro
En el modo peinada «No en el forro», se realizarán movimientos de peinado en todas las áreas de la impresión, excepto en el forro.
El forro en cura es la pared externa de la impresión y el modo peinada puede mejorar su calidad al evitar la formación de hilos.
Sobre el relleno
En el modo peinada «Sobre el relleno», se realizarán movimientos de peinado solo sobre el relleno de la impresión.
Esto puede ayudar a eliminar los hilos en el relleno, pero deja la superficie exterior sin movimiento de peinado.
En general, la mejor opción en el modo peinada depende de tus preferencias y del tipo de impresión que estés realizando.
Si la apariencia de la superficie exterior es crucial, puedes elegir el modo peinada «No en la superficie exterior».
Si no te importan los hilos y deseas minimizar los tiempos de impresión, puedes optar por el modo peinada «Apagado».
Experimenta con diferentes opciones para encontrar la configuración que mejor se adapte a tus necesidades.
Distancia de peinada máxima sin retracción
La distancia de peinada máxima sin retracción establece la distancia máxima que la boquilla puede recorrer sobre la impresión sin realizar una retracción.
Es importante equilibrar esta configuración, ya que una distancia demasiado grande puede resultar en la aparición de hilos o marcas, mientras que una distancia demasiado pequeña puede causar retracciones excesivas.
Ajusta esta configuración según tus necesidades y la geometría de tu impresión.
Retracción antes de la pared exterior
La retracción antes de la pared exterior es una configuración que permite realizar una retracción antes de imprimir la pared exterior de una pieza.
Esto puede ayudar a mejorar la calidad de la superficie exterior al prevenir posibles marcas o hilos.
Ajusta esta configuración según tus necesidades y preferencias.
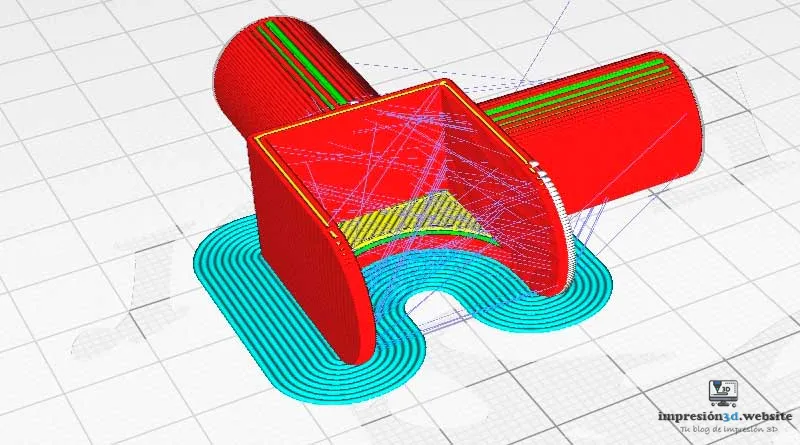
Evitar partes impresas al desplazarse
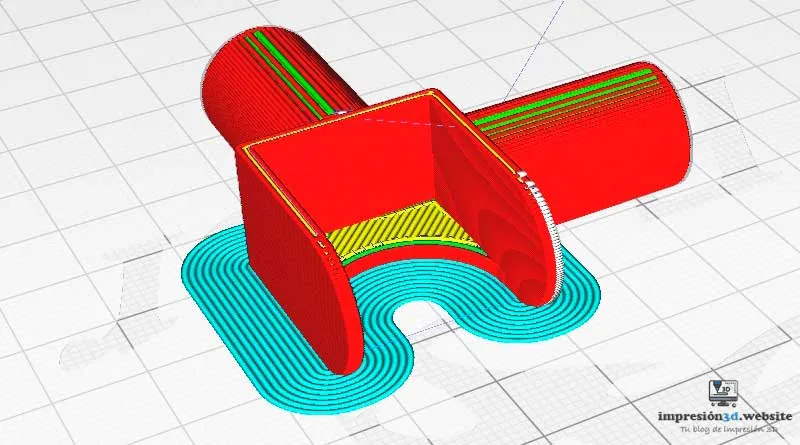
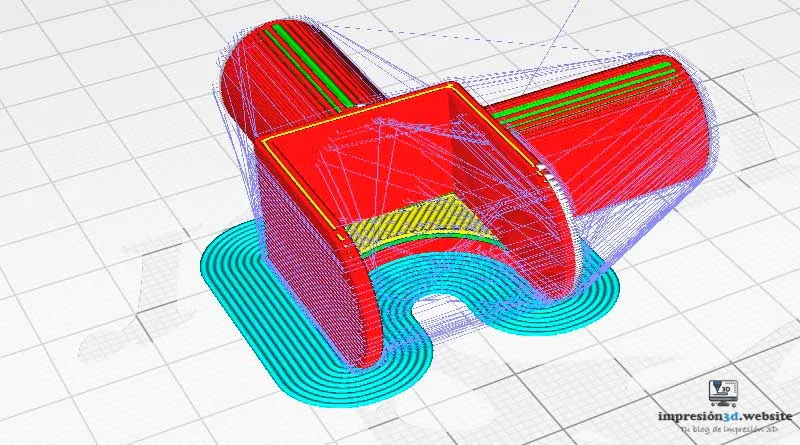
La opción «Evitar partes impresas al desplazarse» en Cura permite al software planificar rutas de desplazamiento que evitan áreas ya impresas de la pieza. Esto puede ayudar a evitar colisiones o daños a partes ya impresas durante los movimientos de desplazamiento.
Al habilitar esta configuración, el cabezal de impresión evitará las piezas impresas al viajar.
Para usar este ajuste debe habilitar el modo peinada.
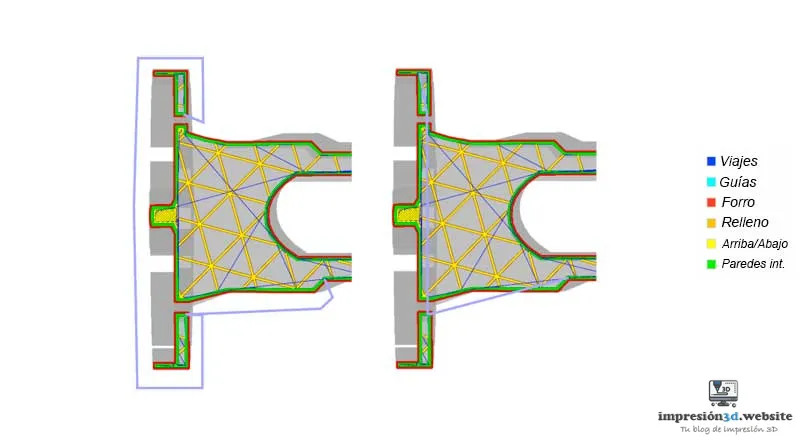
Los viajes de la boquilla en ambas imágenes empienzan y terminan en la misma ubicación.
Distancia para evitar al desplazarse
Esta configuración define la distancia (en mm) entre la boquilla y la impresión cuando se habilita la opción Evitar partes ya impresas.
La distancia para evitar al desplazarse es una configuración que establece la distancia mínima entre el extrusor y las partes impresas mientras se desplaza.
Inicio de capa XY
Las configuraciones «X de inicio de capa» e «Y de inicio de capa» te permiten establecer la posición inicial de cada capa de tu impresión. Esto puede ser útil para optimizar el posicionamiento de la impresión en la plataforma o para evitar áreas problemáticas.
Esta configuración define las coordenadas para comenzar la siguiente capa.
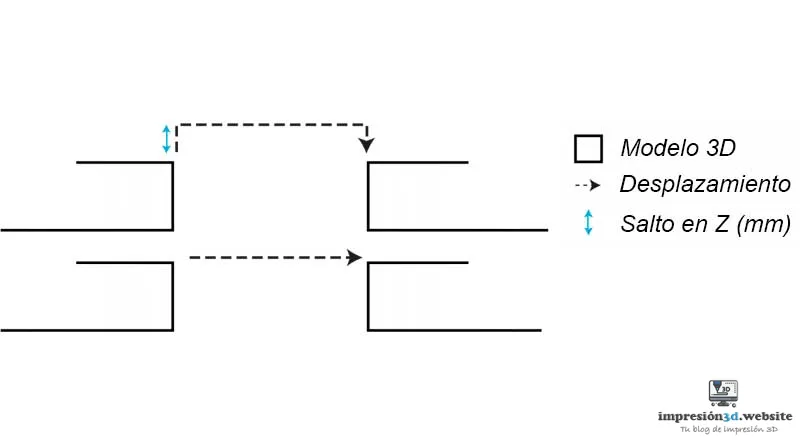
Salto en Z en la retracción
El salto en Z en la retracción es una configuración que permite al extrusor realizar un movimiento rápido en el eje Z (vertical) cuando se realiza una retracción.
Esto ayuda a evitar que el filamento se adhiera a la pieza durante la retracción, especialmente en áreas críticas como los bordes.
Tenga en cuenta que para impresiones con muchas retracciones / movimientos de desplazamiento, esto puede aumentar el tiempo de impresión.
Te invito a leer: Qué es el salto en Z y cuando usarlo
Preguntas frecuentes
Ahora, responderé algunas preguntas frecuentes sobre las configuraciones de desplazamiento en Cura.
- ¿Qué es el modo peinada?
El modo peinada es una configuración en Cura que permite a la boquilla desplazarse sobre la impresión sin extruir material. Esto ayuda a eliminar los hilos y las marcas no deseadas en la superficie de la impresión.
- ¿Qué es la distancia de retracción?
La distancia de retracción es la cantidad de filamento que se retrae en el extrusor durante el movimiento de desplazamiento. Es importante ajustar esta configuración para evitar goteos y mejorar la calidad de la impresión.
- ¿Qué es la retracción en impresión 3D?
La retracción es una técnica utilizada en la impresión 3D para evitar goteos o marcas no deseadas de material durante los movimientos de desplazamiento. Consiste en retraer o tirar hacia atrás el filamento en el extrusor cuando no se está extruyendo.
Espero que este artículo te haya proporcionado información útil sobre las configuraciones de desplazamiento en Ultimaker Cura. Recuerda ajustar estas configuraciones según tus necesidades y las características de tu impresora y filamento. ¡Suerte con tus proyectos!
Continúa leyendo sobre la configuración de refrigeración.


{kind=link}
{kind=link}
Responses