Scroll settings in Cura
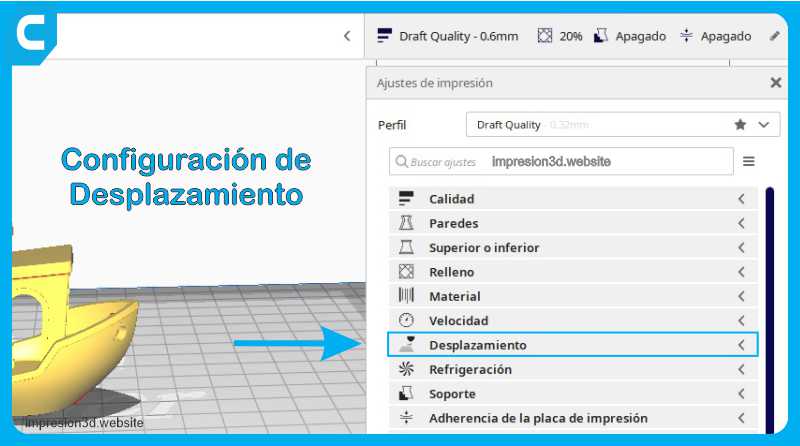
Hello! In this article, you're going to read about the different offset settings in Cura. We'll explore options like retraction, comb mode, and other key settings to improve your prints. Let's get started!
Enable retraction
Retraction is a technique used in 3D printing to reduce unwanted material dripping or marks during extrusion movements.
By enabling retraction in Cura, the filament is retracted or pulled back into the extruder when it is not extruding, thus preventing dripping and improving print quality.
Retracts filament when nozzle moves over an unprinted area
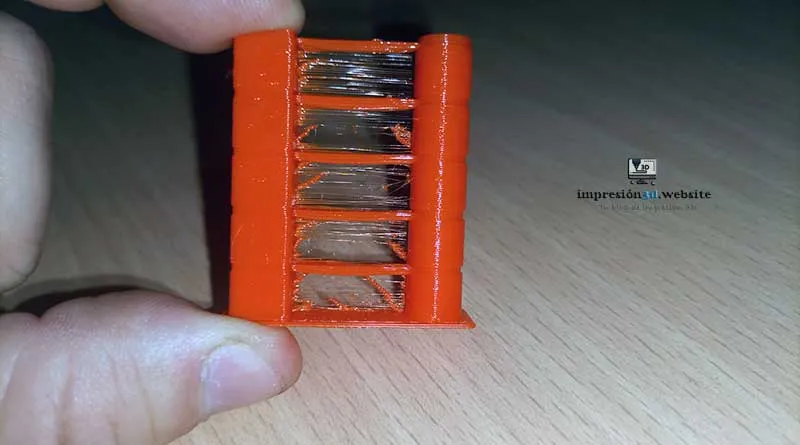
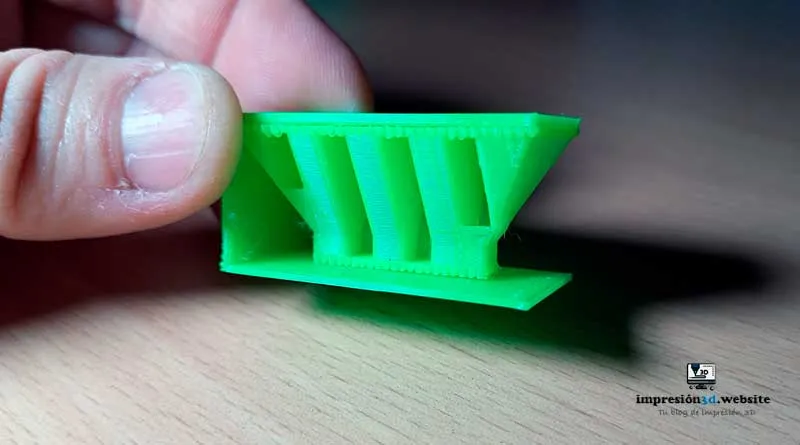
Retraction consists of retracting the filament when the nozzle moves over an unprinted area. The use of this technique is important as it prevents the formation of strings and, consequently, results in a cleaner and higher quality model.
On the other hand, with certain flexible materials or in models that require a lot of retraction, retraction can cause the filament to fray or «bite.».
Retraction on layer change
In the offset settings, you can also set retraction on layer change. This option allows you to activate retraction on every layer change during printing.
The filament is retracted before the nozzle begins printing the next layer, allowing for a smoother transition between layers.
Retraction distance
Retraction distance refers to the amount of filament that is retracted into the extruder during the travel motion.
It is the distance in millimeters that the nozzle material retracts.
A long retraction creates more tension, takes time, and reduces material oozing. On the other hand, a short retraction is more likely to oozing, but the material is secure and the time is shorter. It is important to properly adjust this setting to obtain the best results.
If you're just getting started, use the «retraction distance» values set by default in Cura (for an Ender 3 printer = 5.0mm)
For 3D printers with a Bowden system (where the extruder is separate from the nozzle), a retraction distance of around 5-7 mm is recommended.
For printers with direct extrusion systems, the recommended retraction distance is usually lower, around 1-3 mm.
Retraction speed
The retraction speed determines how quickly the filament is retracted into the extruder.
Too high a speed can cause problems such as jams or even damage the filament causing material wear.
On the other hand, a slow retraction has a higher chance of dripping, but protects the material.
If you're just getting started, use the default «Retraction Speed» values set by Cura (for an Ender 3 printer = 45.0mm/s)
In general, a retraction speed of around 40-60 mm/s is recommended for printers with a Bowden system and 20-40 mm/s for printers with a direct extrusion system.
Adjust these settings based on your specific printer and filament for best results.
Amount of additional retraction priming
Some filaments can ooze during movement, which means that after a retraction, when moving the nozzle from one point to another, plastic may be extruded and thus «lost» at the nozzle tip.
Extra priming is the amount of extra material that is extruded after a retraction.
This helps compensate for any empty space that may have been left in the nozzle after retraction. This adjustment serves to compensate for that loss of molten plastic after a movement.
By default for an Ender 3 the default setting is 0.0mm3
Minimum retraction displacement
The minimum retraction displacement is the distance the extruder must travel before retraction is activated.
This setting prevents unnecessary retractions from being performed for short movements, which could negatively affect print quality.
It is the minimum amount of travel the print nozzle must travel before retraction begins.
This setting determines the minimum distance. The value should not be set too high, as this could cause unsightly «blots» in the print.
For an Ender 3 the default setting is 1.5mm
Maximum retraction count
The maximum retraction count sets the maximum number of retractions that will be performed during a print.
If the maximum retraction count is reached before printing is complete, no further retractions will be performed.
This setting sets the maximum number of retractions for a given filament length. Retractions exceeding this value will be ignored.
This can be useful to avoid excessive printing times.
Minimum extrusion distance window
The minimum extrusion distance window is a setting that prevents retraction when the distance between extrusion moves is less than the set value.
This can be useful to avoid unnecessary retractions in small areas of the print where bleeding is not a problem.
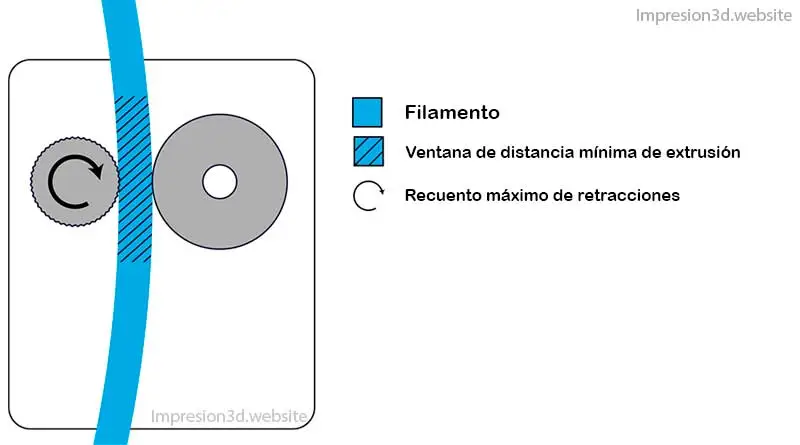
Example: If the maximum retraction count is 25 and the Minimum Extrusion Distance Window is 1.0 mm, a maximum of 25 retractions will be made per 1.0 mm extruded filament.
It is the amount of filament on which the maximum retraction count is made.
This value should be the same as the retraction distance, which limits the number of times a retraction is applied to the same section of filament.
For an Ender 3 the default setting is 10.0mm
hairstyle mode
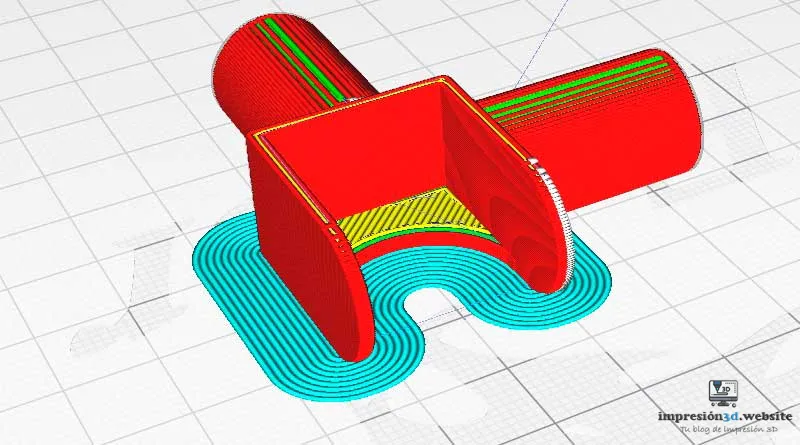
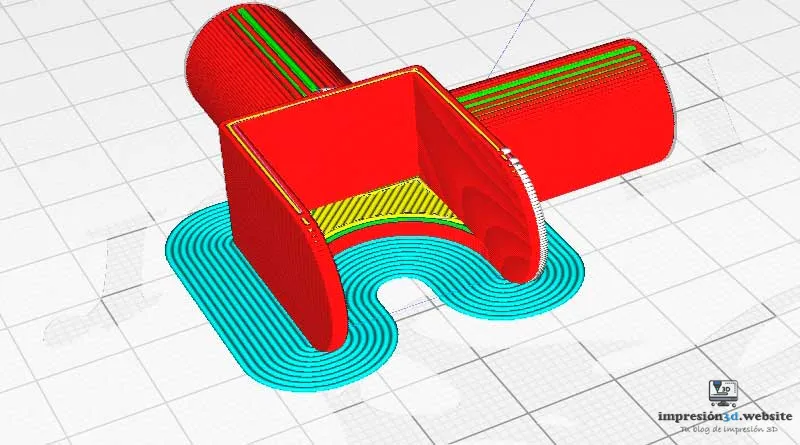
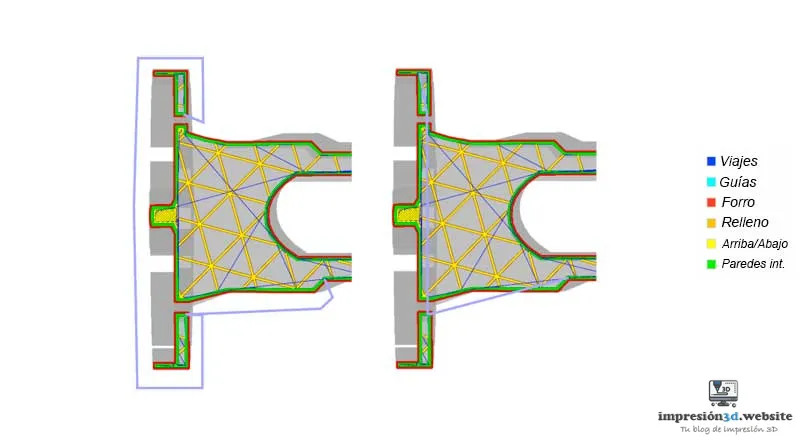
Comb mode is a setting in Cura that allows the nozzle to move over the print without extruding material, thus avoiding possible marks or threads on the surface.
This results in longer travel distances, but with less need for material retraction.
Reduces the possibility of defects on the exterior surfaces of the print (Threads), by staying within the perimeter of the print.
If combing is disabled, the filament will be retracted and the print head will move in a straight line to the next point.
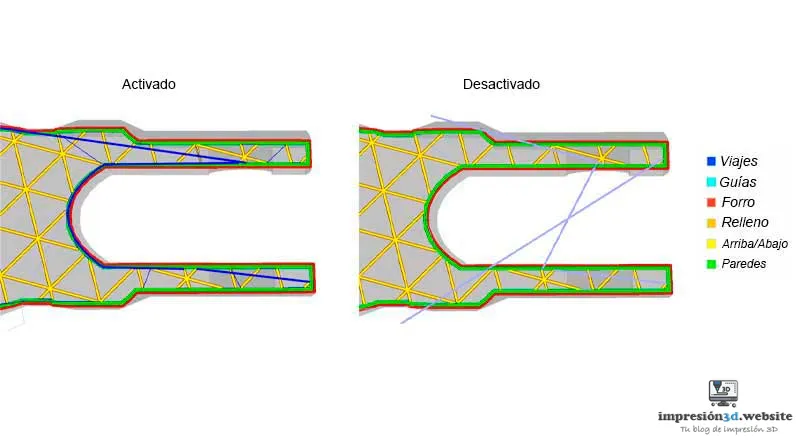
The activated comb (left) has offset movements not retracted within the boundaries of the print.
The disabled comb (right) has retracted offset movements and moves outside the bounds of the print.
Let's see the options available in hairstyle mode:
Off
When the «Off» combing mode is selected, no combing motion will occur. This may result in small strands appearing on the surface of the print.
All
In «All» smoothing mode, smoothing operations will be performed across the entire print, including the outer surface and the infill.
This may help eliminate threads on the surface, but may also increase printing time.
Not on the outer surface
In the «Not on the Outer Surface» smoothing mode, smoothing operations will be performed on all areas of the print except the outer surface. This helps keep the outer surface as clean as possible.
not in the lining
In the «Not on the Lining» combing mode, combing will be performed on all areas of the print except for the lining.
The cured liner is the outer wall of the print and the combed mode can improve its quality by preventing the formation of threads.
About the filling
In «Over Fill» brush mode, brush strokes will be applied only over the print's fill area.
This can help remove strings in the padding, but leaves the outer surface without combing movement.
In general, the best option for combed mode depends on your preferences and the type of printing you are doing.
If the appearance of the outer surface is crucial, you can select the «Not on the outer surface» combing mode.
If you don't mind stringing and want to minimize print times, you can set the combing mode to «Off.».
Experiment with different options to find the settings that best suit your needs.
Maximum combing distance without retraction
The maximum comb distance without retraction sets the maximum distance the nozzle can travel over the print without retracting.
It is important to balance this setting, as too large a distance may result in strings or marks appearing, while too small a distance may cause excessive retractions.
Adjust these settings according to your needs and the geometry of your print.
Shrinkage before the outer wall
Retraction before outer wall is a setting that allows a retraction to be performed before printing the outer wall of a part.
This can help improve the quality of the outer surface by preventing potential marks or threads.
Adjust these settings according to your needs and preferences.
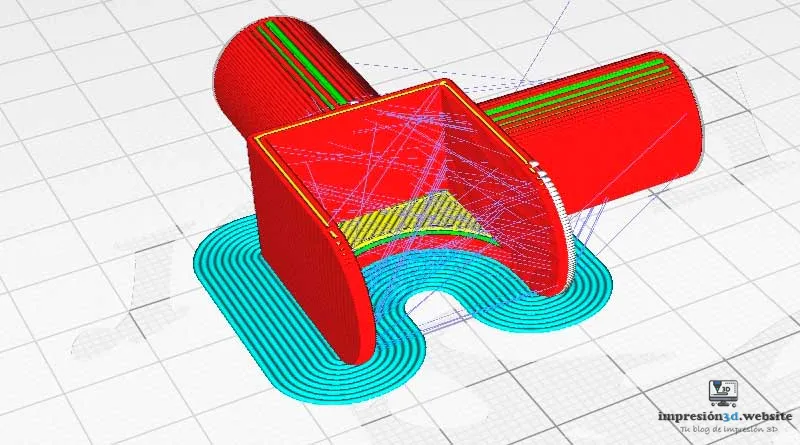
Avoid printed parts when scrolling
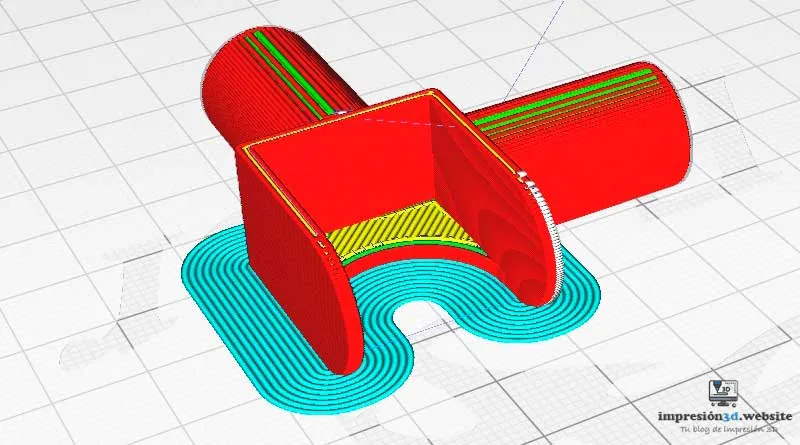
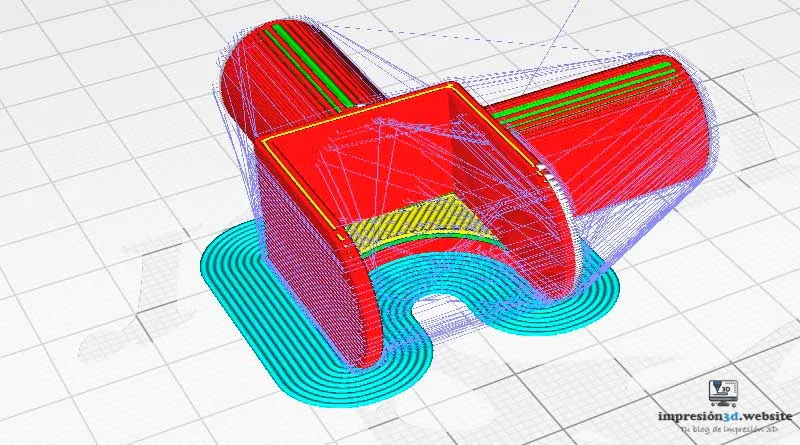
The «Avoid printed parts during movement» option in Cura allows the software to plan movement paths that avoid areas of the part that have already been printed. This can help prevent collisions or damage to already printed parts during movement.
By enabling this setting, the print head will avoid printed parts when traveling.
To use this setting you must enable hairstyle mode.
The nozzle travels in both images start and end at the same location.
Distance to avoid when scrolling
This setting defines the distance (in mm) between the nozzle and the print when the Avoid already printed parts option is enabled.
The avoid distance when moving is a setting that sets the minimum distance between the extruder and the printed parts while moving.
Start of XY layer
The «Layer Start X» and «Layer Start Y» settings allow you to set the starting position of each layer in your print. This can be useful for optimizing the print's placement on the build plate or for avoiding problematic areas.
This setting defines the coordinates to start the next layer.
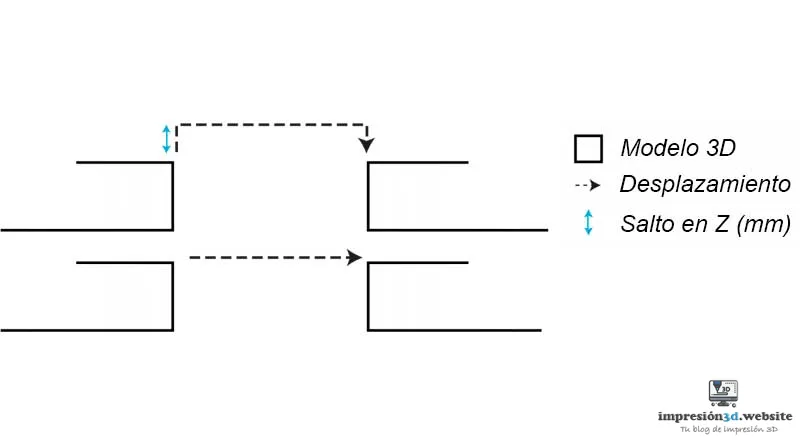
Z-jump on retraction
Z-jump on retraction is a setting that allows the extruder to make a rapid movement in the Z (vertical) axis when a retraction is performed.
This helps prevent the filament from sticking to the part during retraction, especially in critical areas such as edges.
Please note that for prints with a lot of retractions/shift movements, this may increase print time.
I invite you to read: What is Z-jump and when to use it
Frequent questions
Now, I will answer some frequently asked questions about offset settings in Cura.
- What is comb mode?
Comb mode is a setting in Cura that allows the nozzle to move over the print without extruding material. This helps to eliminate unwanted threads and marks on the surface of the print.
- What is retraction distance?
Retraction distance is the amount of filament that is retracted into the extruder during the travel motion. It is important to adjust this setting to prevent dripping and improve print quality.
- What is retraction in 3D printing?
Retraction is a technique used in 3D printing to prevent unwanted material drips or marks during displacement movements. It consists of retracting or pulling back the filament in the extruder when it is not being extruded.
I hope this article has provided you with some useful information about offset settings in Ultimaker Cura. Remember to adjust these settings according to your needs and the characteristics of your printer and filament. Good luck with your projects!
Continue reading about the cooling configuration.

{kind=link}
{kind=link}
Responses