Como calibrar el flujo de tu impresora 3D para obtener piezas más exactas.

Que es el Flujo en impresión 3D
El Flujo o «Flow» es la configuración del programa laminador que te permite regular, a través de software, la cantidad de filamento que será empujado y purgado por el extrusor.
Esta cantidad de filamento extruido determinará si tus piezas son precisas en sus dimensiones o no.
Por qué es importante calibrar el flujo
Calibrar el flujo de tu impresora no solo te dará piezas más exactas, sino que también evitarás tener problemas de sub extrusión, o paredes que no se pegan entre sí, (por decir algunos errores, entre otros).
Imagina imprimir piezas que no encajen, que no giren, que no se puedan vender porque sus dimensiones no corresponden con las que pidió tu cliente.
Tener tu impresora calibrada a la perfección no tiene precio, podrás ser un referente de impresión 3D, que destaque en su área como alguien confiable, con impresiones de buena calidad.
Cómo calibrar el flujo de mi impresora 3D
Para calibrar el flujo necesitarás configurar tu software laminador para imprimir un cubo de calibración y tomar algunas medidas. A base de esto, podremos hacer los cálculos correspondientes.
Paso 1: Abrir Cura y Configurar Parámetros.
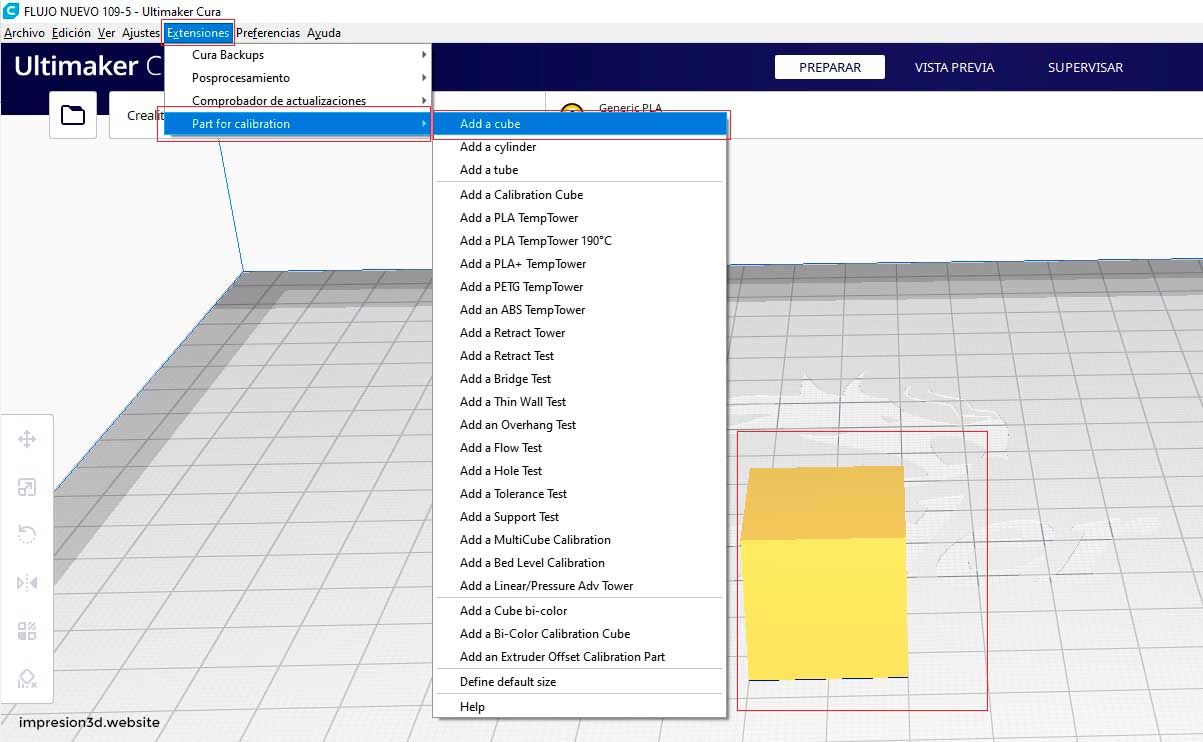
En Cura vas a agregar un cubo de calibración haciendo clic en:
Extensiones – Part for calibration – Add a cube
Luego vas a configurar los siguientes parámetros:
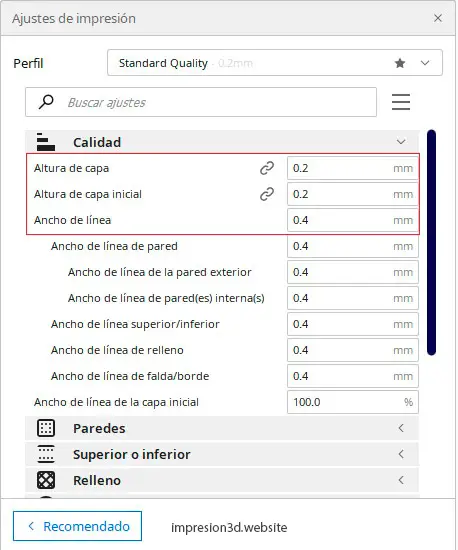
Calidad
- Altura de capa: 0.2 mm
- Altura de capa inicial: 0.2 mm
- Ancho de línea: 0.4 mm (debe coincidir con el tamaño de tu boquilla)
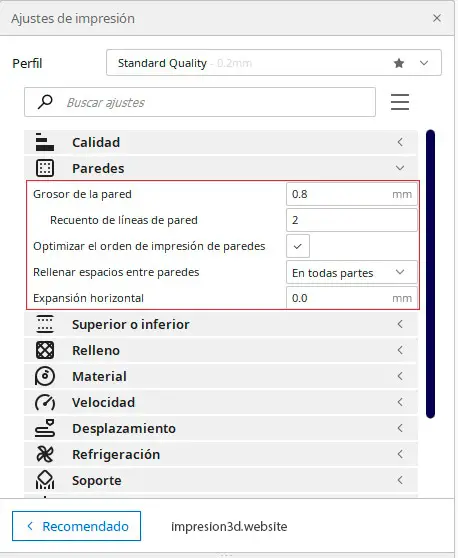
Paredes
- Grosor de la pared: 0.8 mm (corresponderá con el tamaño de la boquilla que tú tengas)
- Recuento de líneas de pared: 2
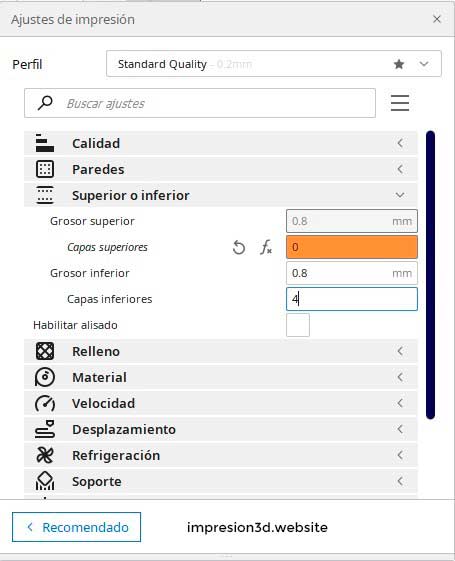
Superior o inferior
- Capas superiores: 0
- Capas inferiores: 4
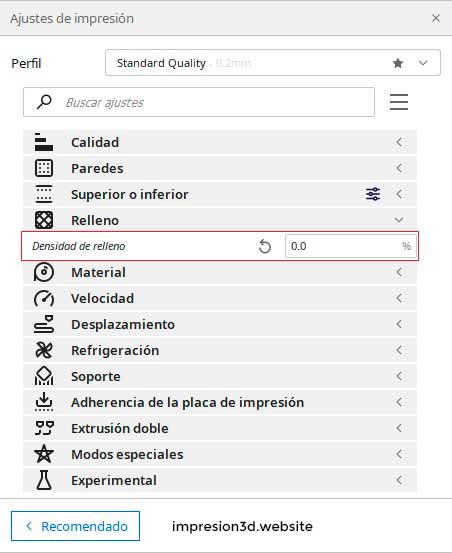
Relleno
Densidad de relleno: 0.0 %
Material
- Temperatura de impresión: 205.0 °C
- Temperatura de la placa de impresión: 50.0 °C
- Flujo: 100.0 % (Importante dejar al 100%)

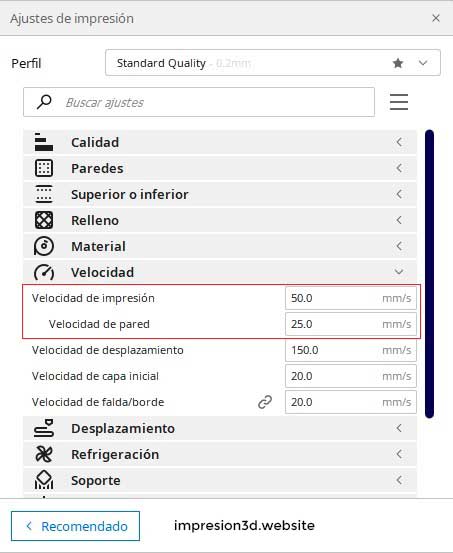
Velocidad
- Velocidad de impresión: 50.0 mm/s
- Velocidad de pared: 25.0 mm/s
Desplazamiento
Habilitar retracción: Desactivado
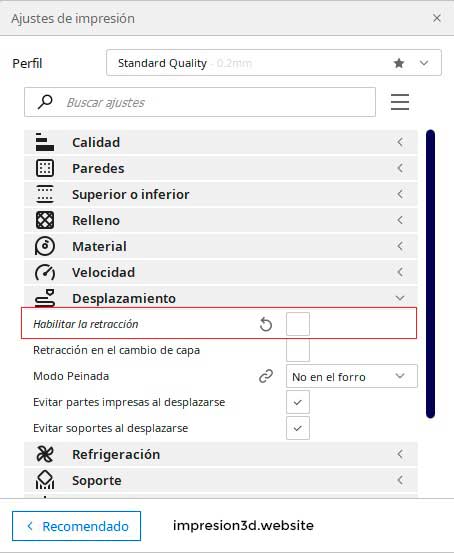
Después vas a buscar «compensar superposiciones de pared» y lo vas a desactivar. Si no aparece en la lista puedes buscarlo en la barra de búsqueda y desactivarlo.

Paso 2: imprimir el cubo y tomar mediciones
Una vez impreso el cubo deberás tomar las medidas de todas las paredes y sacar una medida promedio.
En mi caso las medidas son de: 0.74 mm / 0.71 mm / 0.74 mm / 0.74 mm
Sacando el promedio me queda un total de 0,73 mm

Paso 3: Aplicar la fórmula
(Espesor de la pared / Espesor promediado) * 100 = Nuevo flujo
en mi caso sería: (0.8 mm / 0.73 mm) * 100
Quedaría entonces 1,095 * 100 = 109,5
109 % sería el nuevo valor de flujo para colocar en Cura (para mi caso).
Paso 4: Colocar nuevo parámetro en Cura y repetir el paso N°2
Ahora que ya tienes el nuevo valor de flujo, deberás colocarlo en Cura y volver a realizar la prueba para comprobar que todo está ok.
Luego de colocar el nuevo valor, imprime nuevamente el cubo (ahora si deberías activar las retracciones) y vuelve a tomar las medias para ver los resultados.
0.80 mm / 0.77 mm / 0.80 mm / 0.80 mm


Ahora tus nuevos parámetros deberían entregarte piezas más exactas en sus medidas. Aun así, deberías realizar todo tipo de pruebas para corroborar que esto se corresponda con la realidad.
Videos en YouTube
Pruebas de impresión
Decidí realizar unas pruebas para comprobar que todo el proceso funciona bien, e imprimí un cubo 20×20 de calibración para tomarle las medidas.
También imprimí una prueba de encastre para ver si con los nuevos parámetros las piezas se deslizan una dentro de la otra.

En la primera prueba imprimi un cubo de calibración XYZ de 20 mm, y los resultados fueron los siguientes:
X = 20.09 mm Y=20.00 mm Z=20.02 mm
Los cuales están bastante bien creo, ya que las diferencias son mínimas.
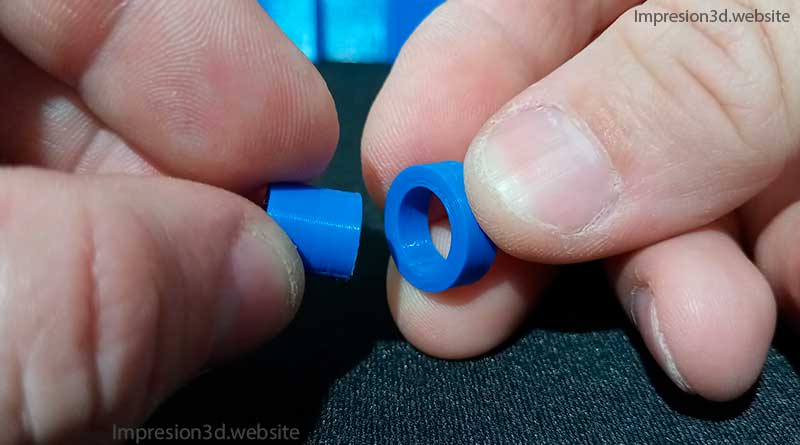

En esta prueba el cilindro entró con un poco de presión, pero bastante bien. Tengo que considerar que las costuras ofrecen un poco de resistencia, pero se pueden lijar de ser necesario, además de la primera capa que puede estar un poco más «aplastada» que el resto.
Conclusiones
Creo que calibrar el flujo puede ayudar mucho a que las dimensiones de tus trabajos sean más exactos. Aun así me parece que hay muchas variantes en juego, que pueden producir una interferencia como mencionaba más arriba con las costuras.
Calibrar los pasos del extrusor y calibrar el flujo por software pueden ser de gran importancia para tener impresiones más precisas.
También creo que se pueden realizar muchas más pruebas para mejorar estas aproximaciones utilizando la expansión horizontal, algo de lo que hablaré próximamente.



Responses