No filament coming out of the extruder
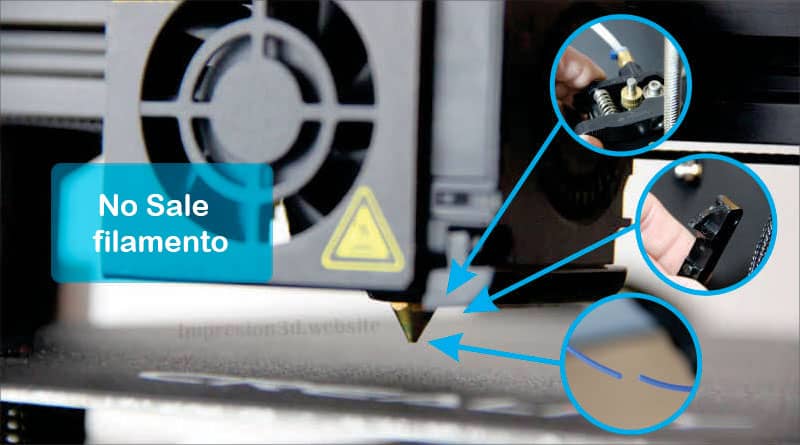
The extrusion system is one of the most important parts of our printer, since it is responsible for moving the filament with the help of a gear wheel through a Teflon tube, taking the filament to the Hotend where it is melted and deposited.
When no filament comes out of the extruder it means that Something is not right and we need to fix it..
Here they go 8 reasons why filament does not come out of the extruder.
1. The filament has run out or has been cut
If no filament comes out of the extruder it may be that the filament has run out, has dried up and for that reason has been cut.
One of the reasons why the PLA filament can be cut is humidity, I invite you to read about it here.
Solution:
The solution is to heat the nozzle to remove the remaining filament and put in the new filament.

2. The filament in the nozzle melted
Many printers when preheating melt the filament and when starting the print, no filament comes out of the nozzle, sometimes leaving a deformed or incomplete first layer.
Solutions:
Manually feed the filament
The first solution is to manually feed the filament to verify that really comes out through the mouthpiece
Depending on the type of printer you have, you can print a wheel to rotate the nema motor, or manually by squeezing the extruder arm and pushing the filament with your hands.

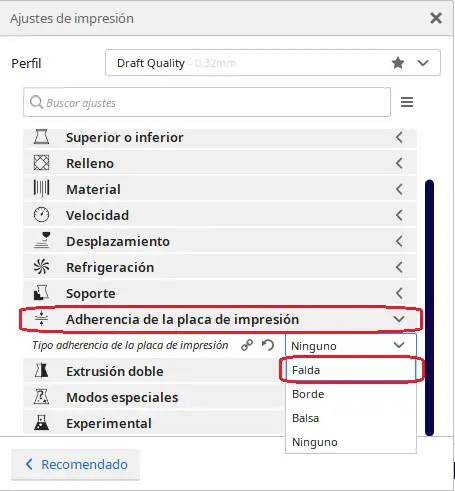
Enable Skirt Option
One way to ensure that the filament exits the extruder in the first layer is to enable the Skirt option in our preferred Laminator or Slicer.
This option will allow the printer to make a certain number of turns around the model before starting to print the first layer.
This will give enough time for the extruder to feed the necessary filament and start extruding it onto the heated bed.
I invite you to read: Skirt Border or Raft, Which to Use in Cura?
3. Nozzle too close to the bed
Sometimes the nozzle is too close, even touching the base. This prevents the plastic from coming out normally, causing errors in the first layer.
Solutions:
level the bed
One of the most common mistakes made by beginners is to not having leveled the printer bed.
Leveling the printer bed is VITAL to have good impressions, since failure to do so can cause other types of errors that will affect the quality of our work.
One of the consequences of not having leveled the bed is having the nozzle too close to the base, not allowing the filament to come out correctly in all areas.
LEVEL THE BED and you will see the results
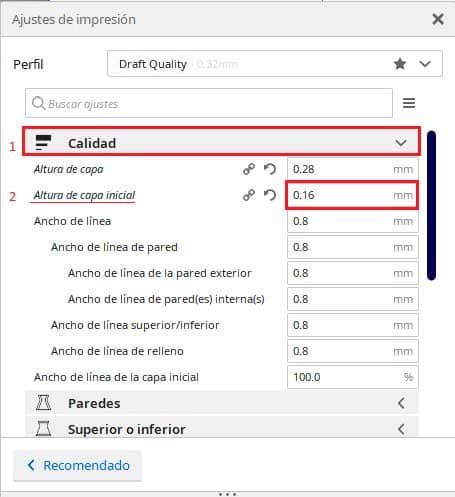
Modify the initial layer height
In the laminator or slicer you are going to place an initial layer height of 0.2mm to ensure that the filament can exit the hotend correctly.
Print the first layer at a lower height than that will cause errors, such as the excess of filament coming out of the sides of the nozzle, or the lack of filament added to that the awful sound of the extruder skipping steps, like the infamous «tick-tick-tick»
4. Clogged nozzle
Cheap and poor quality filaments that are not subjected to quality testing by their manufacturers may fail within their tolerances, whether in their diameter, hardness, or slower melting times.
This can cause clogging inside the nozzle, not allowing the filament to come out.
Solution:
heat the hotend at the temperature that corresponds to the filament in use, even about 10 degrees more and insert a needle to unclog it.
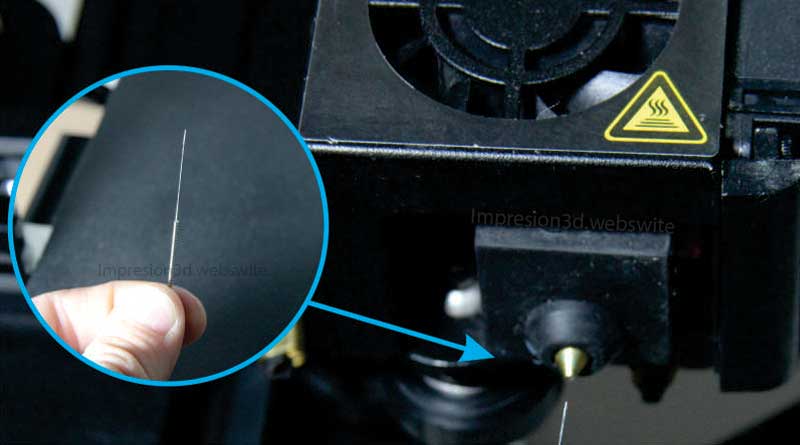
I invite you to read: How to clean the 3D printer nozzle
5. Damaged extruder
If at this point you already have filament, you have leveled the print bed correctly, you do not have any obstructions and still the extruder does not push filament, then there is a problem with the extrusion system.
The extrusion system can cause a lot of problems if your 3D printer is one of the cheap ones made of cheap materials, as is the case with the Creality Ender 3.
This was the case for me, as little by little all the parts of the extrusion system that were made of plastic and of very poor quality started to break. Let's see what those parts are and how to fix it.
Broken extruder arm
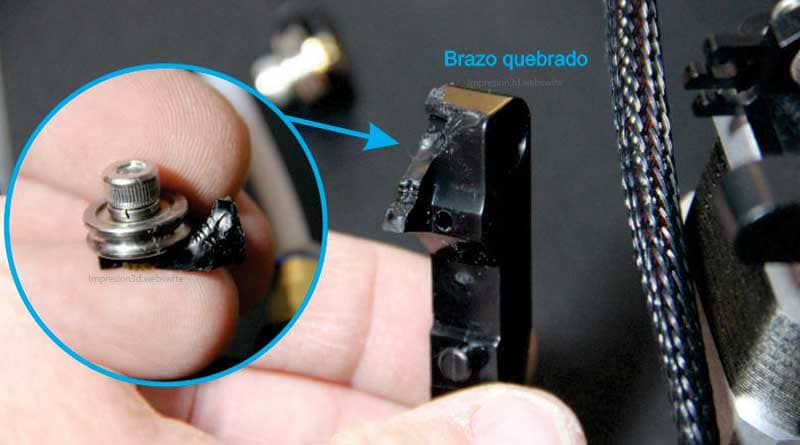
It is one of the most frequent extrusion failures and is closely related to low-cost printers with a Bowden tube system such as the Ender 3.
The original extruder on some machines is made of plastic and at some point it breaks or fails in some way.
Solution:
You will need to buy a new extruder, preferably metal or aluminum. It is a vital part of the extrusion system and must never fail.
I recommend this aluminum extruder on amazon you have double sprockets for better filament push.
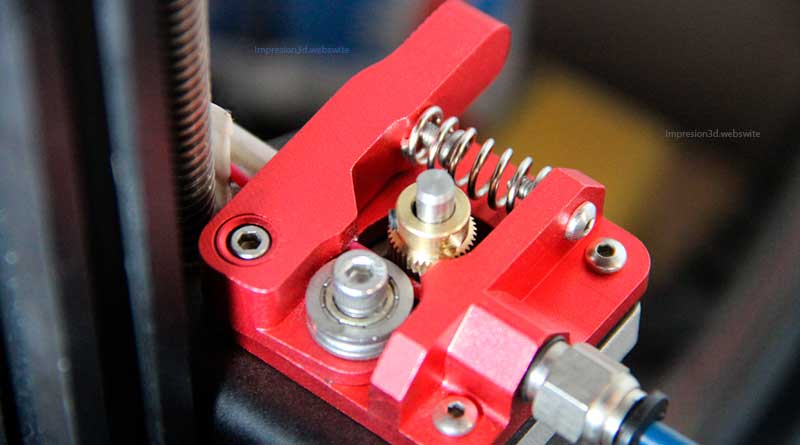
Loose or too tight screws
Sometimes the screws on the extruder arm will be too tight either too looses, preventing the spring from doing its job correctly.
If no filament comes out of the extruder, it is because the extruder arm is not levering the sprocket correctly.
For the extruder to work well, the arm you will need to tighten the filament with the sprocket.
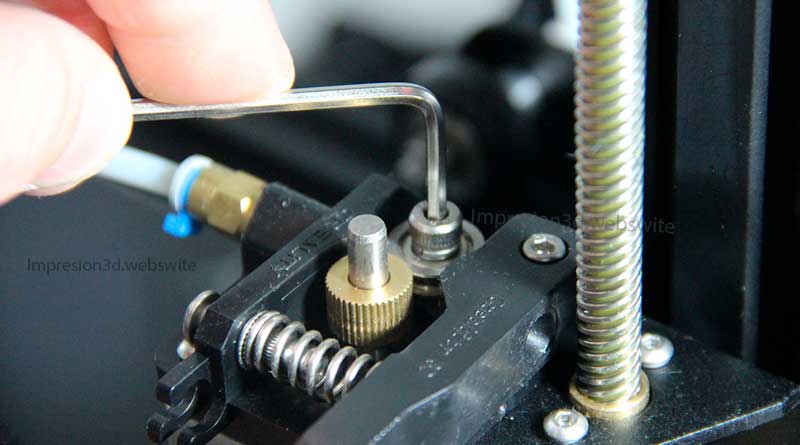
Solution:
Tighten or loosen the screws (whatever is necessary) so that the filament is pressed against the sprocket of the nema motor and can easily enter the Bowden tube.
6. Dirty or broken sprocket
The cogwheel is responsible for pushing the filament through the bowden tube. A dirty sprocket This will cause steps to be lost in the motor and the filament to not reach the hotend as it should, causing problems. sub extrusion.
Solution:
Always keep the sprocket clean. If necessary, replace it with a new one.

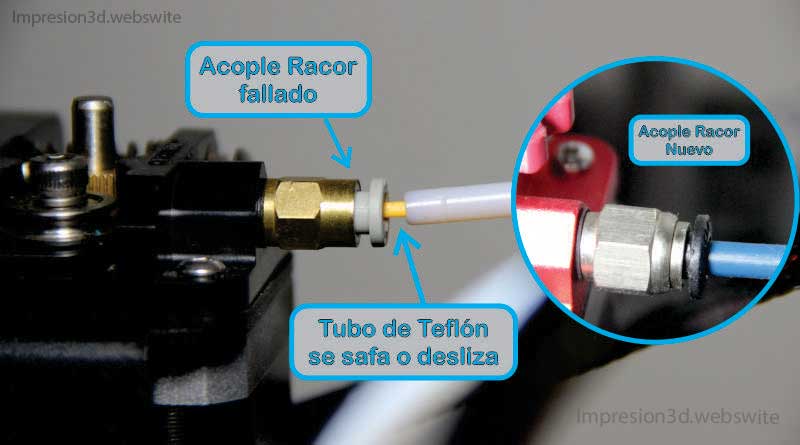
7. Damaged pneumatic couplings
Another type of recurring failure in printers with a Bowden extrusion system is broken pneumatic couplings. These couplings are responsible for keeping the extruder and the hotend, the tubes through which the filaments travel, fixed.
When these couplings are of poor quality, they break or distort, causing the bowden tubes to move outwards when the filament enters.
The filament does not come out of the extruder, causing under extrusion failures, or lack of filament.
Solution:
Any Racor coupling that has failed, It must be replaced with one of higher quality..
For example: the Ender 3 printer uses in the extruder a M6 Racor coupling for a 4 mm Teflon tube and in the Hotend use a 3/8" threaded coupling for 4mm Teflon tube.
Here you can see an offer on Amazon for the two couplings that the extruder has: PC4-M10/PC4-M6 Pneumatic Connectors
8. Burnt Teflon tube
Another reason why the filament does not come out of the extruder, or rather the hot nozzle (hotend), in the 3D printer is that the Teflon tube is burned.
This will depend on the type of printer you have, but it is more common than you think and reason for most under extrusion problems.
One of the reasons for this to happen is that the same hot filament burn the teflon tube and obstruct its outlet.
The causes may be due to a manual filament retraction, while it is at high temperatures, from 210 °C to over 260 °C
I leave you one Capricorn brand Ptfe Bowden Tube offer which includes 4 pneumatic couplings, 4 springs for the print bed, 1 meter of Capricorn tube with 1 tube cutter on Amazon
No filament coming out of the extruder:
Summary:
- The filament has run out or been cut.
- The filament in the nozzle melted.
- Nozzle too close to bed.
- Clogged nozzle.
- Damaged extruder.
- Dirty or broken sprocket.
- Damaged fitting couplings.
- Burnt Teflon tube.
Good luck with your projects and thank you very much for your visit.


Responses