No sale filamento por el extrusor
El sistema de extrusión es una de las partes más importantes de nuestra impresora, ya que se encarga de desplazar el filamento con la ayuda de una rueda dentada a través de un tubo de teflón, llevando el filamento hasta el Hotend donde es fundido y depositado.
Cuando no sale filamento por el extrusor significa que algo no está bien y debemos solucionarlo.
Aquí van 8 razones por las cuales no sale filamento por el extrusor.
1. Se terminó o se cortó el filamento
Si no sale filamento por el extrusor puede ser que el filamento se haya acabado, se haya secado y por ese motivo se haya cortado.
Una de las razones por la que el filamento PLA se puede cortar es la humedad, te invito a leer sobre ello aquí.
Solución:
La solución consiste en calentar la boquilla para poder quitar el filamento restante y poner el filamento nuevo.

2. El filamento en la boquilla se derritió
Muchas impresoras al precalentar derriten el filamento y al momento de comenzar la impresión no sale filamento por la boquilla, dejando a veces una primera capa deforme o incompleta.
Soluciones:
Alimentar manualmente el filamento
La primera solución consiste en alimentar de forma manual el filamento para verificar que realmente sale por la boquilla.
Dependiendo del tipo de impresora que tengas podrás imprimir una rueda para hacer girar el motor nema, o manualmente apretando el brazo del extrusor y empujando el filamento con las manos.

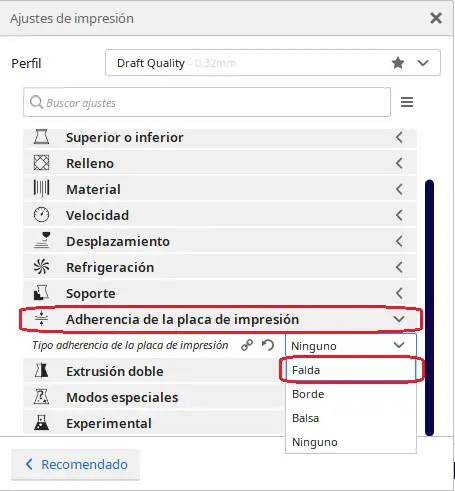
Habilitar la opción Falda
Una forma de asegurarnos que el filamento salga por el extrusor en la primera capa, es la de habilitar la opción Falda en nuestro laminador o Slicer preferido.
Esta opción le va a permitir a la impresora realizar una cantidad vueltas determinadas alrededor del modelo antes de comenzar a imprimir la primera capa.
Esto dará el suficiente tiempo para que el extrusor alimente el filamento necesario y comience a extruirlo en la cama caliente.
Te invito a leer: Falda Borde o Balsa, ¿Cuál usar en Cura?
3. Boquilla demasiado cerca de la cama
A veces la boquilla está demasiado cerca, incluso tocando la base. Esto impide que el plástico salga con normalidad ocasionando errores en la primera capa.
Soluciones:
Nivelar la cama
Uno de los errores más recurrentes de los principiantes, es el de no haber nivelado la cama de la impresora.
Nivelar la cama de la impresora es VITAL para tener buenas impresiones, ya que de no hacerlo puede ocasionar otros tipos de errores que afectarán la calidad de nuestro trabajo.
Una de las consecuencias de no haber nivelado la cama, es tener la boquilla demasiado cerca de la base, no permitiendo que el filamento salga de forma correcta en todas áreas.
NIVELA LA CAMA y verás los resultados
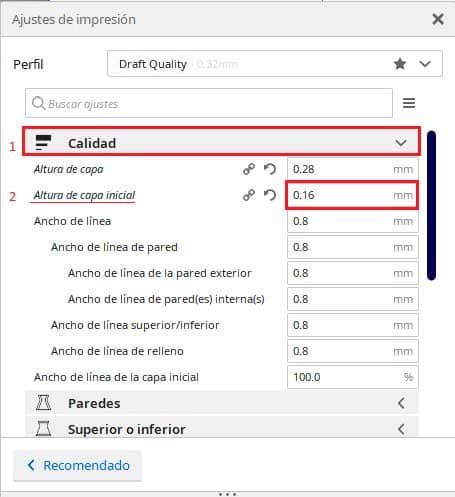
Modificar la altura de capa inicial
En el laminador o Slicer vas a colocar una altura de capa inicial de 0.2 mm para asegurar que el filamento pueda salir por el hotend de forma correcta.
Imprimir la primera capa a una menor altura que esa ocasionará errores, como el exceso de filamento saliendo por los costados de la boquilla, o la falta de filamento sumado a ese horrible sonido del extrusor saltándose pasos como el tan famoso «tac tac tac»
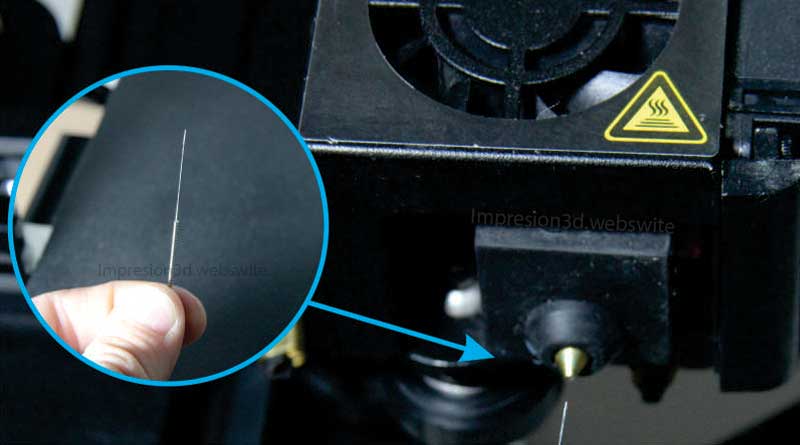
4. Boquilla obstruida
Filamentos baratos y de mala calidad que no sean sometidos a pruebas de calidad por sus fabricantes pueden fallar en sus tolerancias, ya sean en su diámetro, en su dureza, tiempo de fusión más lentos.
Esto puede ocasionar atascos dentro de la boquilla, no permitiendo salir el filamento.
Solución:
Calienta el hotend en la temperatura que corresponda al filamento que esté en uso, inclusive unos 10 grados más e introduce una aguja para destaparlo.
Te invito a leer: Como limpiar la boquilla de la impresora 3D
5. Extrusor dañado
Si a estas alturas ya tienes filamento, has nivelado bien la cama de impresión, no tienes ninguna obstrucción y aun así el extrusor no empuja filamento, entonces hay un problema con el sistema de extrusión.
El sistema de extrusión puede dar muchos problemas si tu impresora 3D es de las económicas y de materiales baratos, como lo es el caso de la Ender 3 de Creality.
Así fue en mi caso, ya que de a poco se fueron rompiendo todas aquellas partes del sistema de extrusión que eran de plástico y de muy mala calidad. Veamos cuáles son esas partes y como solucionarlo.
Brazo del extrusor quebrado
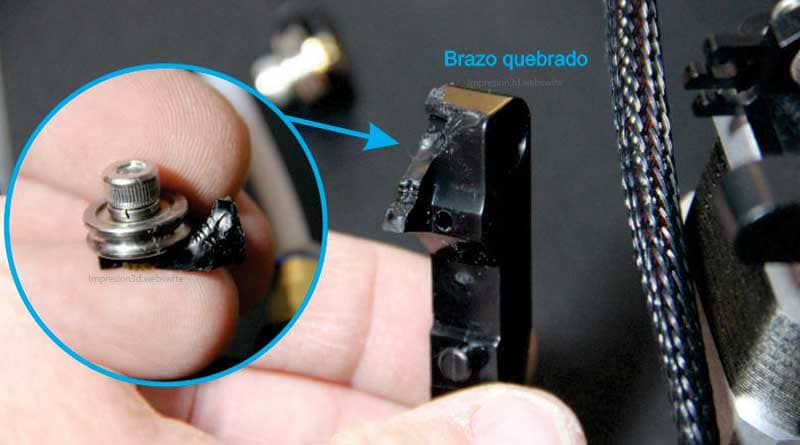
Es una de las fallas más frecuentes de extrusión y muy relacionada con las impresoras de bajo costo y con sistema de tubo bowden como la Ender 3.
El extrusor original de algunas máquinas es de plástico y en algún momento se quiebra o falla de alguna manera.
Solución:
Deberás comprar un extrusor nuevo, preferentemente metálico o de aluminio. Es una parte vital del sistema de extrusión y no debe fallar nunca.
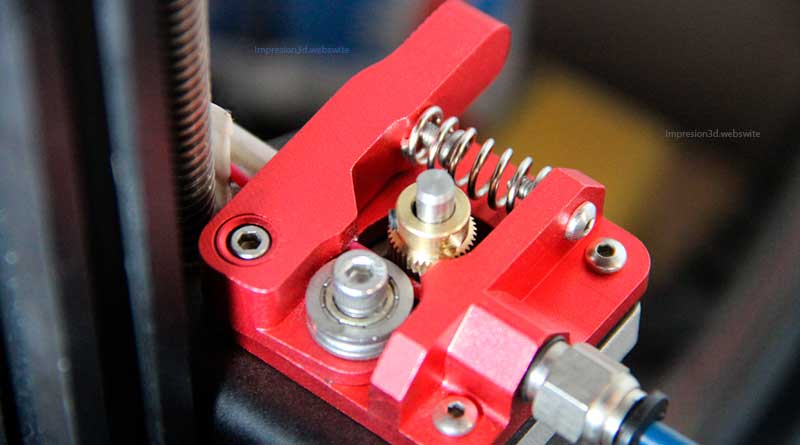
Te recomiendo este extrusor de aluminio en Amazon que tiene doble ruedas dentadas para un mejor empuje del filamento.
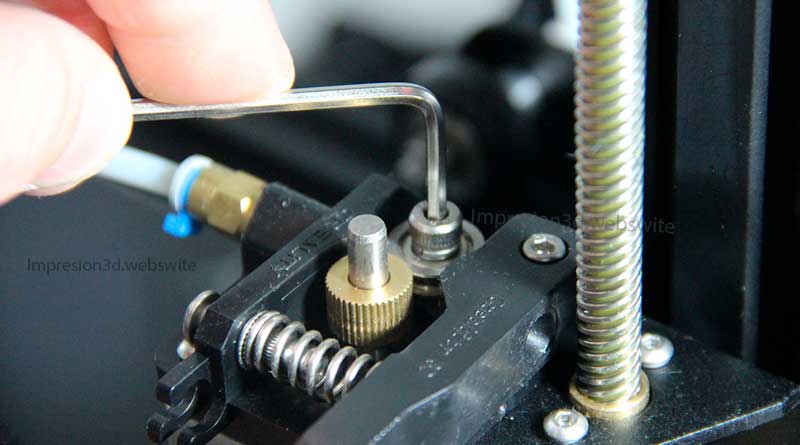
Tornillos flojos o muy ajustados
En algunas ocasiones los tornillos del brazo del extrusor estará demasiado apretados o demasiado flojos, evitando que el resorte haga su trabajo de forma correcta.
Si no sale filamento por el extrusor, es porque el brazo del extrusor no está haciendo palanca con la rueda dentada correctamente.
Para que el extrusor trabaje bien, el brazo deberá apretar el filamento con la rueda dentada.
Solución:
Ajusta o afloja los tornillos (lo que sea necesario), de forma tal que el filamento sea presionado contra la rueda dentada del motor nema y pueda ingresar sin problemas al tubo Bowden.
6. Rueda dentada sucia o rota
La rueda dentada es la encargada de empujar el filamento a través del tubo bowden. Una rueda dentada sucia provocará que se pierdan pasos en el motor y que el filamento no llegue al hotend como corresponde, provocando problemas sub extrusión.
Solución:
Mantener la rueda dentada siempre limpia. En caso de ser necesario, cambiarla por una nueva.

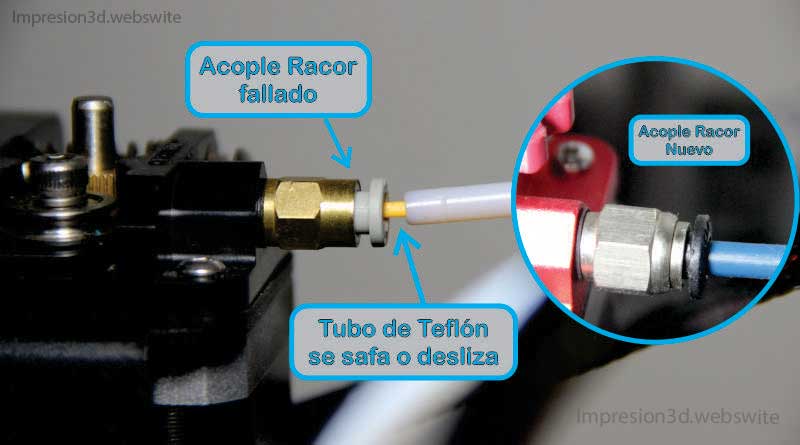
7. Acoples neumáticos dañados
Otro tipo de falla recurrente en las impresoras con sistema de extrusión tipo bowden, son los acople neumáticos rotos. Estos acoples son los encargados de mantener fijos al extrusor y al hotend, los tubos por los que viajan los filamentos.
Cuando estos acoples son de mala calidad se rompen o falsean, ocasionando que al entrar el filamento, los tubos bowden se desplacen hacia afuera.
El filamento no sale por el extrusor, provocando fallas de sub extrusión, o faltante de filamento.
Solución:
Cualquier acople Racor que haya fallado, deberá obligatoriamente ser cambiado por uno de mayor calidad.
Por ejemplo: la impresora Ender 3 utiliza en el extrusor un Acople Racor M6 para un tubo de teflón de 4 mm y en el Hotend utiliza un Acople Racor pasante de 3/8 para tubo de teflón de 4 mm.
Aquí puedes ver una oferta en Amazon para los dos acoples que lleva el extrusor: Conectores Neumáticos PC4-M10/PC4-M6
8. Tubo de teflón quemado
Otro motivo porque en la impresora 3D no sale filamento por el extrusor, o mejor dicho por la boquilla caliente (hotend), es que el tubo de teflón esté quemado.
De esto va a depender el tipo de impresora que tengas, pero es más común de lo que se piensa y motivo para la mayoría de problemas de Sub extrusión.
Uno de los motivos para que esto suceda es que el mismo filamento caliente queme el tubo de teflón y obstruya la salida del mismo.
Las causas pueden ser debido a una retracción manual del filamento, mientras este se encuentra a unas altas temperaturas, desde los 210 °C hasta por encima de los 260 °C
Te dejo una oferta de Tubo Bowden Ptfe de marca Capricorn que icluye 4 acoples neumáticos, 4 resortes para la cama de impresión, 1 metro de tubo Capricorn con 1 cortador de tubos en Amazon
No sale filamento por el extrusor:
Resumen:
- Se terminó o se cortó el filamento.
- El filamento en la boquilla se derritió.
- Boquilla demasiado cerca de la cama.
- Boquilla obstruida.
- Extrusor dañado.
- Rueda dentada sucia o rota.
- Acoples racor dañados.
- Tubo de teflón quemado.
Mucha suerte con tus proyectos y Muchas gracias por tu visita.


Respuestas